Ispitivanje tlaka metalno-plastičnih cijevi: postupak i nijanse izvođenja radova
Uspješna alternativa tradicionalnim čeličnim cijevima su tehnološki proizvodi izrađeni od metal-plastike. Posebnu popularnost stekao je u vodoinstalaterskoj industriji.Metalna plastika koristi se za montažu i popravak tlačnih komunikacija, netlačnih krugova za opskrbu toplom i hladnom vodom, kao i sustava grijanja.
Za formiranje spojeva koristi se jednostavna i pristupačna metoda - stezanje metalno-plastičnih cijevi. Reći ćemo vam kako se ovaj posao obavlja, koje će alate neovisni vodoinstalater trebati za izgradnju ili obnovu sustava. Naše preporuke pomoći će vam da postignete najkvalitetnije rezultate.
Sadržaj članka:
Krimpovanje: pojam u širem smislu
Sam koncept "ispitivanja tlaka" u odnosu na metalno-plastična crijeva treba promatrati u širem smislu riječi. Na primjer, ispitivanje tlakom često se odnosi na standardna ispitivanja koja se provode hidraulički ili pneumatski.
Ali suvremena praksa pokazuje da izraz "ispitivanje tlaka" također sasvim logično odgovara postupku spajanja fitinga i metalno-plastične cijevi. Ova vrsta spoja izvodi se tehnologijom električnog stiskanja pomoću posebnog alata (press kliješta).

Bez obzira na uvjete ugradnje i korištene tehnologije, ugradnja vodoopskrbe ili drugih komunikacija na temelju metalno-plastičnih cijevi popraćena je ispitivanjima nepropusnosti i čvrstoće.

Obično, proces testiranja izvedena hidraulički. Ali nije isključena mogućnost ispitivanja pneumatskom metodom.
Metode za presovanje metal-plastike
Hidraulička metoda uključuje punjenje metalno-plastičnih cijevi vodom, a zatim povećanje tlaka na postavljene vrijednosti. Ispitivanja mogu utjecati na cijelu instaliranu autocestu ili samo na njezine pojedinačne dionice.
Pneumatska metoda koristi komprimirani zrak umjesto vode. Ova metoda stezanja smatra se manje učinkovitom i opasnijom u usporedbi s hidrauličkom opcijom. I nije važno ispituju li se metalne ili metalno-plastične cijevi.
Opcija #1: hidraulički
Proces se ne razlikuje od standardne verzije koja se koristi na čeličnim vodovodima. Jedino upozorenje je da su radni tlakovi za plastične cijevi niži od onih prihvaćenih za metalne proizvode.
Sukladno tome, ispitni tlak izračunava se uzimajući u obzir standardne postavke radnog tlaka za plastiku prema formuli:
Ri = Rrp * 1,5,
U njemu je Ri ispitni tlak; Rrp – radni tlak plastične cijevi.
Temperatura vode unutar cjevovoda dopuštena je unutar pozitivnih vrijednosti od 5 - 40ºS.
Tijek postupka:
- Pripremite ispitno područje (instalirajte slavine, čepove).
- Postavite 2 manometra na različite točke u cjevovodu.
- Ugradite otvor za zrak na gornjoj razini linije.
- Spojite vodenu pumpu na donju razinu voda.
- Napunite vod vodom od donje do gornje razine.
- Otvorite ventilacijski otvor za ispuštanje zraka iz sustava.
Unutar autoceste od metal-plastične cijevi Tlak treba povećavati polako, isključujući nagle skokove. Takve uvjete pumpanja tlaka osigurava ručna hidraulička preša.

Dok se vrijednost tlaka ne približi radnoj razini, preporučuje se povremeno vizualno nadzirati područja mogućih curenja.
Ta područja su obično:
- spojevi cijev u cijevi;
- kontakt između cijevi i fitinga;
- mjesta za ugradnju slavina i čepova.
Povećanje tlaka unutar metalno-plastičnih cijevi na vrijednost koja premašuje radni parametar za 1,5 puta dopušteno je samo u odsutnosti ljudi u blizini ispitivanog voda.
Utvrđeni ispitni tlak unutar cjevovoda mora se održavati određeno vrijeme. Za vodoopskrbne sustave izrađene od metalno-plastičnih cijevi dizajniranih za korištenje u kućanskim uvjetima, usvaja se minimalno petominutno vrijeme zadržavanja.
Tijekom prihvaćenog minimalnog vremena ispitivanja nije dopušten pad tlaka na mjestima ugradnje kontrolnih manometara. Kada se na kontrolnim instrumentima uoče negativne promjene, ovo stanje ukazuje na nepotpunu nepropusnost sustava.
Tlak treba smanjiti na radnu vrijednost i pažljivo provjeriti moguće curenje kroz cijeli dio metalno-plastičnih cijevi. Uklonite otkrivene nedostatke i ponovite postupak ispitivanja.

Ispitivanje nepropusnosti je uspješno kada zadovolje sljedeće uvjete:
- vizualno nisu otkrivena curenja;
- vizualno nisu otkrivena puknuća stijenke cijevi;
- pet minuta nije bilo promjena tlaka na kontrolnim manometrima;
- nema vidljivih deformacija cjevovoda.
U međuvremenu, potrebno je pojasniti: ako vremensko kašnjenje prelazi petominutni interval, dopušten je lagani pad ispitnog tlaka zbog prirodne promjene temperature vode unutar metalno-plastičnih cijevi.
Opcija #2: pneumatski
Ako je iz nekog razloga nemoguće provesti hidrauličko ispitivanje tlaka, dopuštena je alternativa - pneumatsko ispitivanje.
Pneumatska metoda ispitivanja razlikuje se po nešto drugačijem načinu provjere nepropusnosti, ali općenito praktički ponavlja hidrauličku metodu. Ova tehnologija se ne koristi tako često na cijevima, ali se široko koristi za presovanje pojedinačnih uređaja, kao što su ekspanzijski spremnici, kotlovi, izmjenjivači topline itd.

Za otkrivanje curenja pri pneumatskom ispitivanju tlakom obično se koristi otopina sapuna. Sastavljeni vod se puni zrakom pod tlakom Pu = Ppp * 1,15, a područja potencijalnih curenja se navodnjavaju otopinom sapuna. Otpuštanje zraka određeno je bubrenjem mjehurića.
Ova tehnika testiranja omogućuje vam vizualno otkrivanje čak i manjih curenja. No, inspektoru je prilično teško pratiti prisutnost curenja na mjestima koja su teško dostupna za vizualno promatranje.
Pneumatska metoda ispitivanja sasvim je prikladna za ispitivanje nepropusnosti spojeva metalno-plastični priključci za cijevi ili prema shemi "cijev u cijevi". Ali kada trebate testirati snagu cjevovodnog sustava, ova metoda očito nije najbolja. Ovdje je potrebno pribjeći hidrauličkom ispitivanju.
Krimpovanje kao način spajanja
Praksa ugradnje metalno-plastičnih cijevi obilježena je korištenjem nekoliko metoda prikladnih za izradu svih vrsta spojeva:
- lemljenje;
- orah;
- presovanje
Posljednja metoda od tri je precizno stezanje metalno-plastične cijevi u području njenog spoja s priključkom.

Tehnika takvog prešanja odlikuje se jednostavnim radnjama koje može izvesti čak i neprofesionalni vodoinstalater. Jedina zamjerka je da rad zahtijeva tzv pritisnite čeljusti – poseban alat koji stvara pouzdanu crimp vezu.
Općenito, sljedeći skup alata potreban je za izvođenje radova tehnikom stezanja:
- rezač cijevi za metal-plastične cijevi;
- kalibrator, ekspander, procesor skošenja;
- kliješta za prešanje.
Rezač cijevi proizvodi ravnomjeran rez na zadanu veličinu, bez deformiranja cijevi i pod pravim kutom. Pomoću kalibratora i procesora za skošenje krajnji dio metalno-plastične cijevi priprema se za naknadno spajanje s priključkom.
Ponekad je ekspander potreban za rad. Posebno mjesto u procesu zauzimaju čeljusti za prešu. Uz pomoć ovog alata pripremljena veza se steže.
U montaži metalno-plastičnih cjevovoda koriste se spojnice za stezanje i kompresiju (aka navojne), koraci za njihovu ugradnju uglavnom su slični:
Kako savijati metalno-plastičnu cijev
Postupak stezanja za spajanje metalno-plastične cijevi s priključkom uključuje sljedeći slijed radnji:
- Rezanje metalno-plastične cijevi na mjeru.
- Izvođenje kalibracije njegovih krajnjih dijelova.
- Iskošenje duž unutarnjeg radijusa.
Zatim se čahura za savijanje postavlja na kraj cijevi.

Nakon ovih koraka, spojni dio priključka umetne se u metalno-plastičnu cijev s kraja na kojem se nalazi čahura za stezanje. Pomaknite steznu čahuru duž tijela cijevi i postavite je paralelno s priključkom. Smjernice za rad s prešanim spojnicama u montaži metalno-plastičnog cjevovoda dano ovdje, Preporučujemo da pročitate korisne informacije.
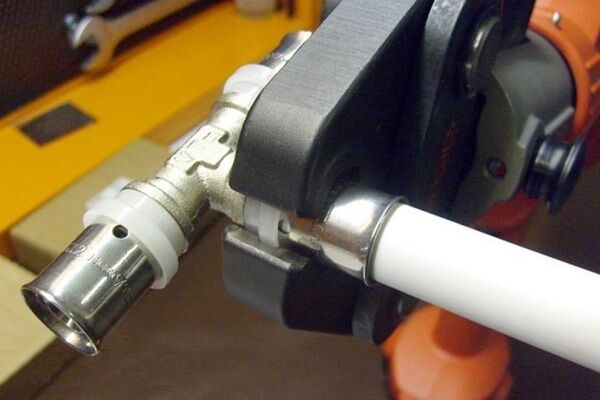
Nanesite pritisna kliješta na područje spoja, dopunjena opremom koja odgovara promjeru cjevovoda koji se obrađuje. Stisnite ručke alata dok se ne zaustave.

Takve radnje tipične su za izvođenje prešanja pomoću ručnih alata. U međuvremenu, osim ručnog stiskanja, postoje električni, hidraulički i pneumatski uređaji.
Ove mogućnosti dizajna obično se rijetko koriste u svakodnevnom životu. Njihova namjena je sektor industrijske proizvodnje. U konfiguraciji se također vrlo razlikuju od ručnih modela.
Vrijedno je napomenuti neke značajke pri radu s čeljustima za prešanje. Uvijek je dopušteno samo jednokratno presovanje. Ako iz nekog razloga prvi put niste uspjeli izvršiti visokokvalitetno presovanje, ne biste trebali pokušavati ponoviti radnju. Neispravni spoj mora se ukloniti i prvo se mora izvesti postupak presovanja.
Prednosti i nedostaci krimpiranja
Ocjenjivanje spajanje metalno-plastičnih cijevi, izrađen pomoću čeljusti za prešanje, ne mogu se ne primijetiti prednosti i nedostaci.

I jedno i drugo određuju uvjete u kojima je ova posebna metoda prikladna.
Popis istaknutih prednosti je sljedeći:
- stvara se veza bez nadzora;
- Dizajn za visoke radne tlakove;
- visoka mehanička čvrstoća;
- dug radni vijek;
- laka, jednostavna i brza montaža.
S gledišta postojećih nedostataka, stručnjaci također identificiraju neke čimbenike i obično ih povezuju s kriterijima održavanja ili ugradnje:
- stvara se stalna veza;
- Potreban je poseban alat (kliješta za prešanje).
Loša strana je što svaka pogreška u stiskanju svodi sav posao na nulu.

Uz ove nedostatke, možete dodati visoku cijenu glavnog alata - preše za kliješta.
Istina, ručna prilagodba životnim uvjetima nije tako skupa kao automatski dizajn. Ali ni u ovom slučaju nije isplativo kupovati, jer je potreba za alatom zapravo jednokratna.
Zaključci i koristan video na tu temu
Iz videa možete naučiti kako raditi s mehaničkim kliještima za prešanje, naime kako stegnuti metalno-plastične spojeve cijevi.
Preporuča se ugradnja metalno-plastičnih cijevi metodom prešanja u uvjetima okoline s temperaturom ne nižom od +10ºS. Preporučljivo je kupljeni materijal (cijevi) držati u novim uvjetima najmanje 24 sata i tek tada pristupiti montaži.
Ugrađeni vodoopskrbni sustav mora biti ispitan na nepropusnost i čvrstoću hidrauličkim i pneumatskim ispitivanjima.
Imate li iskustva u radu s metalno-plastičnim cijevima i izradi njihovih veza? Znate li tehnološke suptilnosti proizvodnje ovog djela koje nisu obuhvaćene u članku? Pišite komentare u blok obrazac ispod, postavljajte pitanja, postavljajte fotografije.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ako imate potrebne alate (specijalni rezač cijevi i press kliješta), izvođenje stezanja metalno-plastičnih cijevi nije veliki problem i prilično ga je lako učiniti sami. Ako nešto nije jasno, onda samo pogledajte nekoliko videa, kojih je puno na Internetu. Druga stvar je da nemaju svi alat, a nije jeftin.
Da, nema smisla kupovati ih ako to ne radite profesionalno. Upravo sam iznajmio ova stiskaća kliješta; sada postoji puno tvrtki u kojima to možete učiniti.
Zdravo. Je li kod izrade cijevi potrebno skositi rezanu površinu?