Metalno-plastične cijevi: vrste, tehničke karakteristike, značajke ugradnje
U mnogim karakteristikama metalno-plastične cijevi su superiornije od svojih najbližih konkurenata: polimera, bakra, lijevanog željeza i čeličnih materijala za polaganje autocesta. Njihova svojstva posebno su značajna pri izgradnji sustava grijanja.
Kako bi metal-polimerni kompozit u potpunosti ostvario kvalitete koje je deklarirao proizvođač, potrebno je odabrati ispravnu vrstu cijevi. Mora biti prikladan za nadolazeće uvjete rada i olakšati instalaciju. Sve o cijevima od metala i plastike, kao io smjernicama za njihov odabir, saznat ćete iz našeg članka.
Sadržaj članka:
Struktura metalno-plastičnih kompozitnih cijevi
Metalno-plastični cjevovod stekao je popularnost zahvaljujući kombinaciji čvrstoće metala i fleksibilnost polimer. Dizajn kompozitnih cijevi je višeslojna "pita" slojeva polimera ojačanih aluminijskim slojem.
Simbioza plastike i metala osigurava visoku mehaničku čvrstoću, sprječava difuziju kisika iz atmosfere i minimizira toplinsko širenje materijala.
Unutarnja polietilenska “podstava” je apsolutno glatka, osigurava nesmetan prolaz transportiranog medija i sprječava pojavu naslaga i kamenca.Polimer je otporan na agresivne tvari i ne korodira.

Metalna jezgra odgovorna je za krutost proizvoda i povećava temperaturnu otpornost cjevovoda. Krajevi aluminija spojeni su laserskim zavarivanjem. Debljina aluminijske čahure je 0,15-0,75 mm - to mu omogućuje da izdrži česte temperaturne fluktuacije i visoki tlak.
Vanjski polimerni sloj je posebno izdržljiva plastika, otporna na mehanička oštećenja, visoku vlažnost i agresivne reagense. Vanjska ovojnica smanjuje intenzitet stvaranja kondenzacije na cijevima.

Početne karakteristike proizvoda uvelike su određene vrstom korištenog polimera:
- PEX – polietilen visoke gustoće;
- OTRESIT – polimer otporan na toplinu;
- PO – polietilen;
- PP-R – polipropilen.
Sastav ljepila odgovoran je za čvrstoću cijelog sklopa. Proizvođači uvode vlastite patentirane recepture, a sastojci i omjer komponenti se ne reklamiraju. Visokokvalitetni ljepljivi sloj neutralizira naprezanje unutar strukture između polimera i aluminija, sprječava raslojavanje i povećava otpornost cjevovoda na trošenje.
Fizičke i tehničke karakteristike
Svojstva metalno-plastičnih cjevovoda ovise o dimenzijama proizvoda (promjer, debljina stijenke), vrsti polimera i proizvođaču. Međutim, svi pokazatelji moraju biti u skladu sa standardima GOST 18599 (2001), R-53630 (2009) i R-52134 (2003).

Opći zahtjevi za metalno-plastične mreže prema GOST-u:
- granica tečenja vrućeg plastičnog sloja – do 0,3 g/10 minuta;
- nema delaminacije vodećeg ruba kada se rasteže do 10%;
- minimalna dopuštena otpornost na raslojavanje pod opterećenjem je 15 N / cm, bez opterećenja - od 50 N / cm;
- umrežavanje polietilenskih slojeva - od 60%;
- toplinska stabilnost plastičnih komponenti;
- granična vrijednost propusnosti kisika na temperaturi od +40 ° C je 0,32 mg / m² * dan, na + 80 ° C – 3,6 mg / m² * dan;
- stupanj čvrstoće korištenih polimera je od 8-12 MPa;
- početna temperatura fluidnosti sastava ljepila je najmanje +120°C.
GOST također regulira parametre okoliša. Udio hlapljivih tvari u metalno-plastičnim cijevima ne smije biti veći od 0,035%.
Osnovne prosječne fizičke i tehničke karakteristike:
- Asortiman. Proizvođači nude metalno-plastične letvice s unutarnjim presjekom od 14-60 mm i debljinom stijenke od 2-3 mm. Dužina uvale je 50-200 m.
- Snaga. U uvjetima bočnog opterećenja minimalna vlačna čvrstoća je 2880 N. Čvrstoća zavarivanja na metalne i ljepljive spojeve je 57 i 70 N/sq.mm.
- Otpornost na toplinu. Kompozit zadržava svoje karakteristike unutar temperaturnog raspona od +95°C. Pretpostavimo kratkotrajni skok na +110°C; na -40°C termoplast se smrzava.
- Linearni parametri. Polumjer savijanja izravno je proporcionalan promjeru cjevovoda. Za ručnu ugradnju, vrijednost je 80-125 mm, za strojnu ugradnju (cijevni savijač ili šablon) - 46-95 mm.
Ograničenje tlaka u sustavu ovisi o temperaturi transportiranog sredstva.

Ako je u skladu s radnim standardima putovnice, životni vijek metalne plastike je 50 godina. Kada se koristi u "vrućim" komunalnim mrežama (temperatura rashladne tekućine iznad 25-30 ° C), radni vijek se smanjuje na 25 godina.
Izvedba i opseg primjene
Struktura i tehničke karakteristike metal-plastike odredile su niz snaga kompozitne autoceste.
Pozitivni aspekti rada uključuju:
- antikorozivna - unutarnja površina ne hrđa i ne mulji se;
- dobra propusnost zbog niskog hidrauličkog otpora cjevovoda;
- kemijska inertnost na većinu otrovnih tvari i agresivnih okruženja;
- fleksibilnost, što omogućuje smanjenje broja spojnice i kutne dijelove;
- nepropusnost plina - elementi cjevovodnog sustava (radijatori, kotlovi, crpna oprema) zaštićeni su od štetnih učinaka kisika;
- apsorpcija buke - tihi transport tekućine uz komunalije;
- otpornost na habanje, jednostavnost korištenja i nepotrebno dodatno održavanje.
Cijevi su lagane i stoga ih je lako transportirati i montirati. Dodatne prednosti: estetika, pristupačna cijena i korištenje gotovo bez otpada.

Uz pozitivne aspekte, metalna plastika ima i nedostatke:
- Razlika toplinske ekspanzije. Plastika se brže "prilagođava" promjenama temperature vode od aluminija. Ova razlika negativno utječe na materijal - s vremenom spojevi slabe i povećava se rizik od curenja.
- Zahtjevi za savijanje. Ponovljeno savijanje/otklanjanje ili jednokratno savijanje iznad norme može dovesti do deformacije slojeva metalno-plastičnog kalupa.
- Osjetljivost na UV zrake. Polimerni vanjski sloj gubi zaštitna svojstva s produljenim izlaganjem ultraljubičastom zračenju.
Metalno-polimerni cjevovod postavlja se pomoću kompresijskih spojnica.

Ove deformacije mogu biti posljedica smrzavanja rashladnog sredstva u cijevi. Rješenje problema: izolacija glavnog voda u fazi instalacije ili zamjena transportirane vode u sustavu grijanja vodom protiv smrzavanja.
Svojstva izvedbe metal-polimernih cijevi omogućuju im korištenje u privatnoj, industrijskoj gradnji i drugim područjima poslovanja.
Glavne primjene:
- komunikacije vodoopskrbnih sustava;
- opskrba agresivnim tekućinama i plinovima u poljoprivredi i industrijskim objektima;
- uređenje izoliranih "vodenih podova", uključujući za grijanje tla u staklenicima;
- izolacija električnih kabela i žica.
Metalno-plastični kompozitni spojevi naširoko se koriste u izgradnji sustava ventilacije, klimatizacije i navodnjavanja bunara.

Ograničenja rada:
- prostori klasificirani prema standardima zaštite od požara kao kategorija "G" - nalaze se tvari čija je obrada popraćena stvaranjem topline ili pojavom iskri;
- zgrade s izvorima topline, ako njihova temperatura grijanja prelazi 150°C;
- centralizirano grijanje s "umetkom" jedinice dizala;
- pri dovodu vruće rashladne tekućine s radnim tlakom od 10 bara ili više.
Ne preporučuje se ugradnja metalno-plastičnih komponenti u otvorene vodove. Temperaturni skokovi i rad u hladnom vremenu dovest će do uništenja cjevovoda.
Izbor proizvoda od metala i plastike
Kvaliteta i radni uvjeti metalno-plastičnih proizvoda ovise o vrsti polimerne komponente, veličini, tehnologiji spajanja aluminijskog rukavca i pouzdanosti proizvođača. Prema navedenim kriterijima može se klasificirati cijeli asortiman cijevnih proizvoda.
Vrsta korištenog polimera
Prema svom sastavu, plastika za proizvodnju cijevi konvencionalno se dijeli u dvije skupine: visokotlačne i niskotlačne polimere.
Prva grupa uključuje:
- PEX- umreženi polietilen;
- OTRESIT – polimer otporan na toplinu.
PEX je polietilen s "umreženim" molekularnim lancima. Poprečne veze pretvaraju linearnu strukturu u stabilnu trodimenzionalnu vezu.

Ovo svojstvo povećava otpornost cjevovoda na vodeni čekić.
Tip međumolekulskih veza određen je korištenim katalizatorom za umrežavanje:
- PEX-A. Novi lanci unutar strukture rezultat su tretiranja polietilena peroksidom. Postignuta je maksimalna razina "firmwarea" - do 85%. Prednosti: očuvanje elastičnosti, visoka čvrstoća i izražena molekularna "memorija". Loša strana je visoka cijena tehnologije, a kao rezultat toga, visoka cijena cijevi.
- PEX-B. Optimalna alternativa A-linkovima. Tehnika umrežavanja pomoću silana. Glavna prednost je smanjenje troškova proizvodnje. Tehnološke nijanse: stupanj poprečnog povezivanja - 65%, smanjena elastičnost, stroža ograničenja na savijanje cijevi. PEX-B polimeri zadržavaju spori proces umrežavanja - materijal s vremenom mijenja svoje izvorne karakteristike.
- PEX-C. Stvaranje novih veza pod utjecajem elektronskog zračenja. Parametri kvalitete gotovog proizvoda znatno su inferiorni u odnosu na cijevi kategorije PEX-A. Plus - niska cijena.
- PEX-D. Međumolekulske veze rezultat su obrade dušikom. PEX-D cijevi se ne mogu natjecati sa svojim kolegama, a njihova proizvodnja je smanjena.
RE-RT cijevi karakterizira dugotrajna toplinska otpornost. Toplinski stabilan polietilen ima brojne stabilne međumolekulske veze. Proizvodnja uključuje tehniku kontroliranih procesa prostornog oblikovanja makromolekula.

Zahvaljujući visokim tehničkim karakteristikama metaloplastičnih cijevi s RE-RT polimerom, proširen je njihov opseg primjene. Glavna linija može izdržati temperature do +124 ° C i ne boji se smrzavanja.
Za ugradnju "hladnog" cjevovoda prikladni su modeli od polietilena niske gustoće. Moguće oznake: PE-RS, PE, PEHD, HDPE. Značajke materijala:
- temperatura od 70 ° C je kritična - cijevi su deformirane;
- maksimalni tlak u sustavu – 8-10 bara;
- pogoršanje zbog izlaganja suncu.
Kompozitni materijal od metala i niskotlačnih polimera odabran je kako bi se “srezao” budžet za izgradnju cjevovoda.
Dimenzije cijevi: promjer i debljina armature
Veličina cjevovoda određena je opsegom njegove uporabe. Raspon vodećih proizvođača uključuje modifikacije s vanjskim promjerom od 16-50 mm.

Ispod su karakteristike i značajke upotrebe cijevi promjera XX * YY, gdje je XX vanjski presjek, YY je unutarnji promjer.
16*12. Cijevi se prvenstveno koriste za uređenje vodenog kruga (dovod vode do brojila, miješalica) i sustava grijanja kuće. Za glavni cjevovod mogu se koristiti proizvodi većeg promjera.
20*16. Ugradnja "toplih podova" i vodoopskrbnih sustava. Armature imaju bolju propusnost u usporedbi s prethodnim analogima, pa se preporuča ugradnja kada je tlak vode nestabilan.
26*20. Debljina stijenke – 3 mm.Ova se opcija po mogućnosti koristi u privatnoj kući za autonomne sustave, gdje je važno osigurati rezervni kapacitet u slučaju mogućih "prekida" pritiska.
32*26. Dimenzije cijevi dopuštaju da se koristi kao uspon ili glavni cjevovod za sustave niskog tlaka. Volumen transportirane jedinice je povećan zbog velikog poprečnog presjeka.
40*32. Debljina – 3,9 mm. Cijevi su pronašle primjenu u postavljanju dugih trasa komunalnih mreža u civilnoj i industrijskoj gradnji. Prikladno za obradu vode, klimatizaciju, individualne i centralizirane vodoopskrbne sustave.

Debljina oklopnog sloja određuje čvrstoću, fleksibilnost i toplinsku vodljivost cijevi.
Prilikom odabira uzimaju se u obzir sljedeće nijanse:
- što je sloj aluminija deblji, cjevovod je čvršći;
- samomontažu je lakše izvesti od proizvoda s metalnim slojem od 0,15-0,2 mm;
- s povećanjem udjela armature povećava se gubitak toplinske energije tijekom transporta rashladnog sredstva.
Za izvođenje unutarnjih kućanskih radova, optimalna veličina armaturnog sloja je 0,3-0,5 mm.
Nijanse tehnologije proizvodnje
Postoje dvije osnovne metode za proizvodnju metal-polimernih cijevi: engleski i švicarski. Glavna razlika između tehnologija je mogućnost spajanja aluminijskog rukavca.
Često možete čuti od trgovaca o klasifikaciji cijevi u "bešavne" i "bešavne" ovisno o tehnologiji proizvodnje. Međutim, zalazeći u osnove proizvodnje, možete shvatiti da je spojni šav prisutan u obje opcije, razlika je u njegovoj izvedbi.
Engleska tehnologija - zavarivanje preklapanja. Od metalne trake formira se cijev, rubovi "rukavca" zavareni su preklapajući se ultrazvukom. Slojevi ljepila i polimera istovremeno se nanose na vanjsku i unutarnju stranu aluminijske cijevi.

Švicarska tehnologija – sučeono zavarivanje. Faze proizvodnje:
- Proizvodnja polimernih cijevi ekstruzijom.
- Nanošenje ljepila na vanjsku površinu plastike.
- Formiranje i "valjanje" metalnog sloja od aluminijske trake.
- Lijepljenje rubova armaturnog materijala od kraja do kraja pomoću argon-lučnog ili laserskog zavarivanja.
- Uzastopno nanošenje ljepila i polimera na aluminijsku površinu.
Završna faza je hlađenje gotovog proizvoda.

Uvjeravanja prodavača "bešavnih" cijevi o većoj čvrstoći u usporedbi s "bešavnim" cijevima ne smiju se uzimati kao aksiom. Stručnjaci za zavarivanje znaju da je čvrstoća preklopljenog zavara uvijek veća od čvrstoće sučeonog spoja.

Pregled proizvođača: omjer kvalitete i cijene
Domaće i strane tvrtke predstavljaju neformalnu ocjenu proizvođača metal-polimernih cijevi.
Valtec (Italija, Rusija). Metalno-polimerni cijevni sustavi proizvode se organosilanidnom metodom (PEX-b).Stupanj umreženosti radnog sloja je 65%, zaštitnog vanjskog sloja je 55%. Kombinacija karakteristika omogućila je dobivanje fleksibilnog materijala.

Približna cijena proizvoda 16*2 mm – 1 USD/m, 32*3 mm – 4,5 USD/m.
Henko (Belgija). Petoslojne cijevi proizvedene "bešavnom" tehnologijom. U proizvodnji se koristi umreženi polietilen PEX-C, stupanj umreženosti je 60%. Cijevi se proizvode s promjerom od 14-40 mm, debljinom - 2-3,5 mm, duljinom svitka - 5-200 m.

Prosječna cijena cijevnih spojnica s presjekom od 20 mm iznosi 0,8 USD/m.
Oventrop (Njemačka). Tvrtka je specijalizirana za proizvodnju toplinski otpornih cijevi na bazi PE-RT polimera. Zbog svojih izvrsnih tehničkih i radnih karakteristika, proizvodi se smatraju univerzalnim i koriste se u različitim područjima gradnje. Cijena – oko 1,2 USD/m.
Comap (Francuska). Metalno-plastični cjevovod s polimernim spojevima PEX-C i PEX-B. Proizvodi se odlikuju apsolutnom elektrokemijskom stabilnošću i niskim stupnjem trošenja. Cijevi serije Multi-Skin dobro apsorbiraju buku i održavaju zadani oblik savijanja.
Nanoplast (Rusija). Domaći proizvođač pokrenuo je proizvodnju metal-polimernih cijevi po švicarskoj tehnologiji. Posebna značajka proizvoda je ojačani armaturni sloj (debljina metala je 0,3-0,55 mm).

Dekodiranje proizvodnih oznaka
Oznaka sadrži osnovne podatke o svojstvima i namjeni cjevovoda. Redoslijed vrijednosti može se razlikovati od proizvođača do proizvođača.
Standardne oznake:
- naziv proizvodne tvrtke;
- standard proizvodnje, broj certifikata;
- vrsta korištenih materijala;
- nazivne dimenzije;
- najveći dopušteni tlak;
- okruženje pogodno za transport;
- dodatni radni uvjeti (temperatura).
Na kraju se ispisuje broj serije, broj smjene i datum proizvodnje.

Značajke ugradnje metalno-plastičnog cjevovoda
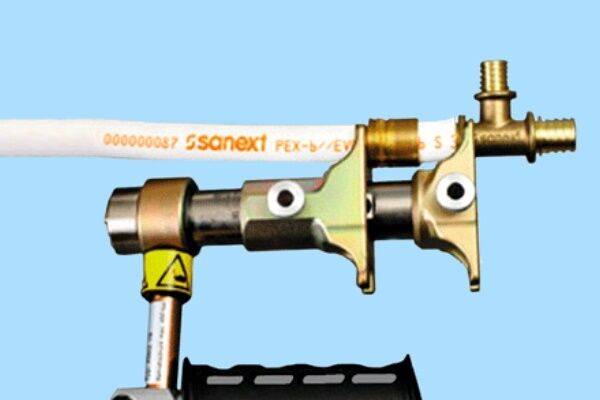
Montaža glavnog voda od metal-polimernih cijevi izvodi se pomoću tri vrste oblikovanih spojnica: odvojivi, kompresorski, press fitinzi. Da biste spojili presovanjem, trebate pritisnite čeljusti, omogućujući stvaranje potpuno zatvorene jedinice.
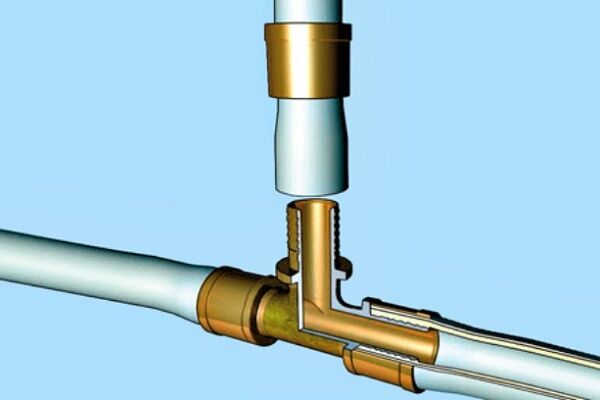
Spajanje cijevi pomoću press fitinga vrši se na sljedeći način:
Osim tradicionalnih steznih spojeva, pri radu s metalno-plastičnim cijevima koristi se još jedna tehnologija i tip spojnica koji se nazivaju utičnim spojnicama. Za formiranje zapečaćene jedinice u ovom slučaju, osim press kliješta, također se koristi ekspander, koji se koristi za proširenje utičnice. Ova tehnika se koristi za sastavljanje sustava položenih u estrih ili s utorima.
Pritiskom klizne čahure na proširenu cijev postavljenu na spojnicu možete postići čvrstu vezu, ali za jednokratnu montažu nije uvijek preporučljivo kupiti cijeli alat.
Odvojivi (stezni) spojevi sastoje se od tijela, otvorenog prstena i gumene brtve. Za spajanje na kućanske aparate predviđen je navoj.
Postupak instalacije:
- Označite mjesto ugradnje i odrežite cijev.
- Postavite maticu i prsten na cjevovod.
- Ugradite priključak i zategnite maticu.
- Provjerite nepropusnost spoja.
Priključak kompresora smatra se uvjetno odvojivim. Za sastavljanje cjevovoda pomoću ove vrste spojnica potreban vam je minimum alata, dovoljno je samo nekoliko ključeva:
Okovi se lako postavljaju:
- Poravnajte cjevovod na mjestu ugradnje u rasponu od 10 cm.
- Izrežite cijev ravno.
- Obradite krajeve, stavite maticu i prsten.
- Pokrijte dršku brtvilom i umetnite je u cijev.
- Zategnite spojnu maticu.
Najpouzdanija veza u montaža metalno-plastičnih cjevovoda postiže se korištenjem press fitinga.Metoda je optimalna za instaliranje skrivenih komunikacijskih linija. Za ugradnju cjevovoda trebat će vam stroj za prešanje, kalibrator i rezač cijevi.

Upoznat ćete se s vrijednim savjetima za izvođenje presovanja metalno-plastičnih cijevi. sljedeći članak, u kojem se detaljno analiziraju sve nijanse instalacije.
Zaključci i koristan video na tu temu
Usporedba otpornosti metal-plastičnih i polipropilenskih vodova na visoki tlak:
Video za obuku o korak-po-korak montaži metal-polimernog cjevovoda pomoću press fitinga:
Metalno-plastične cijevi su simbioza prednosti oba materijala. Kombinirana struktura proširuje opseg primjene metal-polimernih proizvoda u inženjerskim komunikacijskim sustavima različitih gradilišta. Jaki argumenti u prilog: trajnost i pristupačna cijena.
Želite li nam reći kako ste odabrali metalno-plastične cijevi i montirali ih vlastitim rukama? Imate li korisne informacije o instaliranju ili nadogradnji komunikacijskih sustava? Napišite komentare u blok ispod, postavite pitanja, podijelite korisne informacije i fotografije na temu članka.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}