Električno zavarivanje za početnike: nijanse zavarivanja i analiza glavnih pogrešaka
Stan, a posebno privatna kuća, zahtijeva redovito održavanje i popravke.Kućni majstor mora biti generalist, sposoban obavljati mnogo različitih zadataka. Stoga majstori žele ovladati što je moguće više tehnologija.
Jedna od najtraženijih vještina je sposobnost obavljanja zavarivačkih radova. Praksa pokazuje da je električno zavarivanje najprikladnije za početnike - tehnologija je jednostavna i dostupna svima koji žele naučiti kako se koristiti. Prije nego počnete svladavati metodu, trebali biste se upoznati s teorijskim aspektima problema, slažete li se?
Sve potrebne informacije detaljno su opisane u našem članku. Opisali smo princip rada električnog zavarivanja i naznačili koji je uređaj najbolje odabrati za rad kod kuće. Osim toga, članak daje korak po korak tehnologiju zavarivanja dijelova, metode izrade šavova, a također navodi moguće nedostatke u spojevima.
Sadržaj članka:
Što je električno zavarivanje?
Električni je jedan od načina zavarivanja kada se električni luk koristi za zagrijavanje i naknadno taljenje metala. Temperatura potonjeg doseže 7000 ° C, što je mnogo više od tališta većine metala.
Postupak električnog zavarivanja odvija se na sljedeći način. Za stvaranje i održavanje električnog luka struja se dovodi iz uređaja za zavarivanje na elektrodu.

Kada šipka elektrode dodirne površinu koju treba zavariti, teče struja zavarivanja. Pod njegovim utjecajem i utjecajem električnog luka, elektroda i metalni rubovi elemenata koji se zavaruju počinju se topiti. Iz taline, kako kažu zavarivači, nastaje zavareni bazen u kojem se rastaljena elektroda miješa s osnovnim metalom.
Rastaljena troska pluta na površini kupelji, koja stvara zaštitni film. Nakon što se luk isključi, metal se postupno hladi, stvarajući šav prekriven ljestvicom. Nakon što se materijal potpuno ohladi, čisti se.
Za zavarivanje se mogu koristiti potrošne i potrošne elektrode. U prvom slučaju, žica za punjenje se uvodi u talinu kako bi se formirao zavareni šav, u drugom to nije potrebno. Za formiranje i naknadno održavanje električnog luka koristi se posebna oprema.
Vještine u području zavarivanja u domaćim uvjetima potrebne su za obavljanje širokog spektra poslova:
Što vam je potrebno za zavarivanje kod kuće?
Za izvođenje radova prvo će vam trebati stroj za zavarivanje. Postoji nekoliko njegovih varijanti.
Odlučimo kojem ćemo dati prednost.
- Generator za zavarivanje. Izrazita značajka je sposobnost generiranja električne energije i njezinog korištenja za stvaranje luka. Bit će korisno tamo gdje nema izvora struje. Ima impresivne dimenzije, tako da nije baš prikladno za korištenje.
- Transformator za zavarivanje. Uređaj pretvara izmjenični napon dobavljen iz mreže u izmjenični napon druge frekvencije koji je potreban za zavarivanje. Uređaji su jednostavni za rukovanje, ali imaju značajne dimenzije i negativno reagiraju na moguće skokove mrežnog napona.
- Ispravljač za zavarivanje. Uređaj koji pretvara napon dobiven iz mreže u istosmjernu struju potrebnu za stvaranje električnog luka. Kompaktni su i vrlo učinkoviti.
Za rad kod kuće poželjan je ispravljač inverterskog tipa. Obično se nazivaju jednostavno pretvarači. Oprema ima vrlo kompaktne dimenzije. Pri radu se objesi na rame. Princip rada uređaja je prilično jednostavan.
Pretvara struju visoke frekvencije u istosmjernu struju. Rad s ovom vrstom struje osigurava najkvalitetniji zavar.

Inverteri su ekonomični i rade iz kućne mreže. Osim toga, bolje je da početnik radi s njima. Iznimno su jednostavni za korištenje i daju stabilan luk.
Nedostaci invertera uključuju veću cijenu od ostalih uređaja, osjetljivost na prašinu, vlagu i strujne udare. Prilikom odabira pretvarača za kućno zavarivanje obratite pozornost na raspon vrijednosti struje zavarivanja. Minimalna vrijednost je 160-200 A.
Dodatne značajke opreme mogu olakšati posao početniku.
Među ovim ugodnim "bonusima" vrijedi istaknuti:
- Vrući početak - što znači povećanje početne dovedene struje u trenutku paljenja luka za zavarivanje. To znatno olakšava aktiviranje luka.
- Anti-Stick — automatski smanjuje struju zavarivanja ako se šipka elektrode zaglavi. To olakšava izvlačenje.
- Arc Force - povećava struju zavarivanja ako se elektroda prebrzo približi izratku. U ovom slučaju ne dolazi do lijepljenja.
Osim bilo koje vrste aparata za zavarivanje, trebat će vam elektrode. Najbolje je odabrati njihovu marku pomoću posebne tablice koja označava vrstu materijala koji se zavaruje.
Trebat će vam i kaciga za zavarivanje. Najbolji je onaj koji ide na glavu. Modeli koje treba držati u ruci izuzetno su nezgodni.

Maska može imati jednostavno zatamnjeno staklo ili takozvani "kameleon". Posljednja opcija je poželjnija, jer kada se pojavi luk, staklo automatski potamni.
Potrebno je raditi samo u posebnoj odjeći koja štiti od prskanja i ultraljubičastog zračenja. To mogu biti debeli pamučni kombinezoni, čizme ili visoke čizme, platnene ili gumirane rukavice.
Članak za vas: 10 najboljih maski za zavarivače: recenzija, fotografija, cijena. TOP 10 najboljih elektroda za zavarivanje.
Tehnologija električnog zavarivanja
Bolje je naučiti pravilno zavarivati dijelove električnim zavarivanjem pod vodstvom iskusnih zavarivača. Ako iz nekog razloga to ne uspije, možete pokušati sami. Prvo morate pravilno organizirati svoje radno mjesto. Ovo je vrlo važno, budući da je zavarivanje proces visoke temperature i stoga opasan od požara.
Za rad morate odabrati radni stol ili bilo koju drugu podlogu od nezapaljivog materijala. Drveni stolovi i slični proizvodi strogo su zabranjeni. Preporučljivo je da u blizini mjesta na kojem će se izvoditi zavarivanje nema zapaljivih predmeta.
Obavezno stavite kantu s vodom blizu sebe kako biste uklonili moguće požare. Osim toga, morate odrediti sigurno mjesto gdje će se pohraniti ostaci iskorištenih elektroda. Čak i najmanji od njih mogu izazvati požar.

Za prve neovisne šavove morate pripremiti nepotrebni komad metala i odabrati elektrode za njega. Stručnjaci preporučuju korištenje šipki od 3 mm u takvim slučajevima. Manji promjer se koristi za zavarivanje tankih limova, koji su nezgodni za učenje. Elektrode većeg promjera zahtijevaju opremu velike snage.
Počinjemo skidanjem područja metala na kojem će se nalaziti šav. Ne bi trebalo biti hrđe ili bilo kakve kontaminacije.
Nakon što je dio pripremljen, uzmite elektrodu i umetnite je u stezaljku stroja za zavarivanje. Zatim uzmemo stezaljku za "uzemljenje" i čvrsto je pričvrstimo na dio. Provjerimo ponovno kabel. Treba ga staviti u držač i dobro izolirati.
Sada morate odabrati radnu snagu struje za aparat za zavarivanje. Odabire se prema promjeru elektrode. Odabranu snagu postavljamo na ploči opreme za zavarivanje.
Sljedeći korak je paljenje luka. Da biste to učinili, morate dovesti elektrodu do dijela pod kutom od oko 60 ° i vrlo polako ga pomicati duž baze. Trebale bi se pojaviti iskre. Čim se to dogodi, lagano dodirnite dio s elektrodom i odmah ga podignite na visinu ne veću od 5 mm.

U ovom trenutku treperi luk koji se mora održavati tijekom cijele operacije. Njegova duljina trebala bi biti 3-5 mm. Ovo je udaljenost između kraja elektrode i obratka.
Prilikom održavanja luka u radnom stanju, morate imati na umu da tijekom rada elektroda izgara i postaje kraća. Ako se elektroda previše približi izratku, može doći do zapinjanja. U tom slučaju morate ga lagano zanjihati u stranu. Luk se možda neće zapaliti prvi put. Možda nema dovoljno struje, onda je treba povećati.
Nakon što je početnik zavarivač naučio zapaliti luk i održati ga u radnom stanju, možete početi zavarivati zrno. Ovo je najjednostavnija od svih operacija.Zapalimo luk i počnemo vrlo glatko i pažljivo pomicati elektrodu duž budućeg šava.
Istodobno izvodimo oscilatorna kretanja nalik na polumjesec s malom amplitudom. Čini se da "grabuljemo" rastaljeni metal prema središtu luka. Na taj način biste trebali dobiti ravnomjeran šav koji izgleda kao valjak. Na njemu će biti male metalne valovitosti. Nakon što se šava ohladi, trebate kucati ljestvicu u nju.
Tehnike elektrolučnog zavarivanja - metode zavarivanja
Da biste dobili visokokvalitetni šav, morate naučiti kako održavati, a zatim pomicati luk. Na kvalitetu posebno utječe duljina električnog luka. Ako je veći od 5 mm, tada se smatra dugim.
U tom slučaju dolazi do nitriranja i oksidacije rastaljenog metala. Prska u kapljicama, čineći šav poroznim i nedovoljno čvrstim. Ako je luk prekratak, može doći do nedostatka penetracije.

Za izvođenje zavarivanja koriste se različite tehnike. Pogledajmo detaljno one glavne.
Opcija #1: Donji čeoni spojevi
Najčešći i najjednostavniji način povezivanja dijelova. Za debljine metala do 0,8 cm koristi se dvostrano zavarivanje. Za spojeve od metala tanjeg od 0,4 cm izvodi se samo jednostrano zavarivanje.
Za rad se odabiru elektrode čiji je promjer jednak debljini metala. Ako prelazi 8 mm, zavarivanje se provodi s rezanjem rubova. U ovom slučaju, kut rezanja je oko 30 °.
Zavarivanje se izvodi u nekoliko prolaza. Preporučljivo je koristiti uklonjive jastučiće od čelika ili bakra kako biste izbjegli opekline. Prvi prolaz se izvodi elektrodom malog promjera, ne više od 4 mm.
Prilikom izrade prvog šava vrlo je važna njegova točnost i dubina prodiranja. Nakon nanošenja, iza rubova ne bi trebalo biti rastaljenog metala.
Za drugi i sve sljedeće prolaze koriste se elektrode većeg promjera. Odabiru se za kvalitetno ispunjavanje udubljenja formiranog između rubova.
Elektroda se polako pomiče duž šava, izvodeći oscilatorne pokrete, kao da njiše elektrodu s jedne na drugu stranu, kako bi se praznine potpuno ispunile rastaljenim metalom.
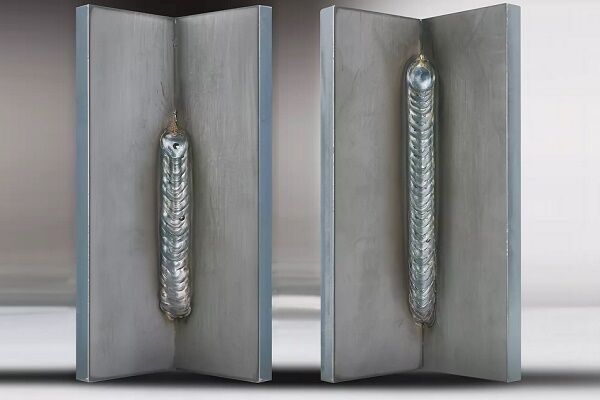
Opcija #2: Donji kutni spojevi
Iskusni zavarivači tvrde da se dobri rezultati mogu postići zavarivanjem kutova "u čamcu". To znači da su dijelovi koji se spajaju postavljeni pod kutom od 45° ili drugim kutom.
Time se osigurava najkvalitetnije prodiranje stijenki proizvoda, a smanjuje se opasnost od podrezivanja i neprobojnosti. Ova metoda zavarivanja omogućuje zavarivanje šavova velikog poprečnog presjeka koji se talože u jednom prolazu.

Postoje dvije vrste zavarivanja brodova - simetrično i asimetrično:
- Nagib dijelova je 45°. Vjerojatnost progiba ili podrezivanja jednog od zidova je minimalna. Zavarivanje obrnutog i izravnog polariteta provodi se pri maksimalnim vrijednostima struje. Prilikom zavarivanja obrnutim polaritetom duljina električnog luka mora biti minimalna.
- Nagib dijelova pod kutom od 60° ili 30° - asimetrični "čamac". Ova je opcija vrlo prikladna ako se rad izvodi na teško dostupnim mjestima, jer je amplituda kretanja elektrode mala. Zavarivač usmjerava luk do samog korijena šava, a potrebno je paziti da ne izađe izvan granica budućeg šava. Također nije dopušteno taložiti previše metala u jednom prolazu.
Kutni spojevi mogu biti T-tipa, tako da morate naučiti kako pravilno i bez grešaka zavarivati metal električnim zavarivanjem u nekoliko prolaza.
Korištenje jednog prolaza moguće je samo kod zavarivanja jednostavnih konstrukcija sa stranicama koje u kutnom zavaru tvore kut od 45°. Promjer elektrode u ovom slučaju ne može premašiti debljinu metala za više od 0,15-0,3 cm.
Standardno višeprolazno T zavarivanje izvodi se na sljedeći način. Za prvi prolaz uzima se elektroda većeg promjera od onih odabranih za sljedeće prolaze.Na primjer, koristi se elektroda čije dimenzije variraju od 0,4 do 0,6 cm.

Zavarivanje se izvodi glatko, bez poprečnih oscilatornih kretanja. Prilikom izvođenja drugih prolaza, oni se nužno provode. Važno je da amplituda vibracija bude unutar dopuštene širine šava.
Još jedna značajna točka. Prilikom izvođenja T-zavarivanja na kutnom spoju, električni luk treba uvijek zapaliti na polici postavljenoj vodoravno.
Kada radite električno zavarivanje uglova vlastitim rukama, možete koristiti vrstu veze preklapanja. U ovom slučaju, dijelovi koji se zavaruju postavljaju se jedan na drugi s preklapanjem. Luk kod zavarivanja direktnim polaritetom treba biti kraći, a kod zavarivanja obrnutim polaritetom treba biti što kraći. Usmjerite luk točno na korijen veze.
Tijekom procesa zavarivanja potrebno je izvoditi klipne pokrete male amplitude s elektrodom. To će omogućiti ravnomjerno zagrijavanje cijelog područja spoja. U tom slučaju, zavareni bazen će biti ravnomjerno ispunjen, a šav će biti konveksan i pune veličine.
Opcija #3: okomiti šavovi
Šavovi usmjereni okomito izrađuju se samo kratkim lukom. U tom slučaju, radna struja bi trebala biti 10% -20% manja nego kod zavarivanja dijelova u donjem položaju. Ove zahtjeve je lako objasniti.
Niža jakost struje znači da rastaljeni tekući metal neće otjecati iz zavarene kupke. Manji luk je praktičniji za korištenje.

Iskusni zavarivači radije zavaruju okomite šavove odozdo prema gore. Luk je zapaljen na najnižoj točki budućeg šava. Nakon toga se priprema mala vodoravna platforma, čije dimenzije odgovaraju presjeku budućeg šava.
Zatim polako pomaknite šipku elektrode prema gore. U tom slučaju moraju se izvesti pokreti preko veze.
Mogu biti u obliku riblje kosti, ugla ili polumjeseca. Posljednja opcija je najlakša za implementaciju. Osim toga, važno je održavati pravilan položaj elektrode. Teoretski, prodiranje se najbolje postiže ako je šipka postavljena okomito na šav, odnosno vodoravno.
Čeone zavare karakteriziraju sljedeći kriteriji:
Praksa pokazuje da u ovom položaju šipke elektrode tekući metal teče niz šav. Da bi se to izbjeglo, kut nagiba šipke je odabran u rasponu od 45 ° -50 °. Ovo je optimalna opcija za okomito zavarivanje. Za zavarivanje dijelova u smjeru odozdo prema gore odaberite elektrode čiji promjer ne prelazi 0,4 cm.
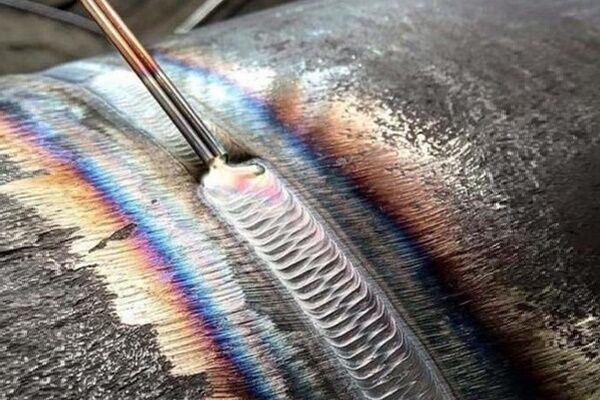
Opcija #4: Pojedinosti cjevovoda
Kod kuće se često morate sjetiti kako električno zavariti metalnu cijev. Vertikalni šav obično se izrađuje na bočnoj strani dijela, a vodoravni šav duž opsega. Čelične cijevi sučeono zavaren. Svi rubovi moraju biti dobro raskuhani.
Kako bi se osiguralo da je progib unutar cijevi minimalan, elektroda se dovodi do proizvoda pod kutom od najviše 45°. Širina šava treba biti 0,6-0,8 cm, visina - 0,2-0,3 cm.

Prije početka zavarivanja, dijelovi koji se spajaju temeljito se očiste. Pregledavaju se krajevi cijevi. Ako su deformirane, ispravljaju se odn rezati pomoću rezača cijevi. Zatim se rubovi dijelova očiste iznutra i izvana do metalnog sjaja na udaljenosti od najmanje 1 cm od ruba. Zatim počnite sa zavarivanjem.
Spoj se zavaruje bez prekida do potpunog zavarivanja. Za nerotirajuće spojeve cijevi sa stijenkama širine do 0,6 mm izvode se dva prolaza zavarivanja, za proizvode sa stijenkama širine od 0,6 do 1,2 cm - tri prolaza, za dijelove sa zidovima širim od 1,9 cm - četiri prolaza.
U tom slučaju, svaki sljedeći šav se nanosi tek nakon uklanjanja ljestvice s prethodnog.
Kvaliteta prvog šava je najvažnija.Tijekom procesa, svi rubovi i rubovi trebali bi se potpuno rastopiti. Ne bi trebalo biti pukotina, čak ni najmanjih. Ako postoje, tope se ili posjeku. Nakon toga se fragment ponovno zavari. Zavarivanje rotacijskih cijevi izvodi se na isti način.
Mogući nedostaci u zavarenim spojevima i šavovima
Električno zavarivanje je složen proces i ne ide uvijek sve glatko.
Kao rezultat operativnih pogrešaka, šavovi i spojevi mogu imati različite nedostatke, uključujući:
- Krateri. Mala udubljenja u zrnu zavara. Mogu se pojaviti kao rezultat slomljenog luka ili pogreške u izvedbi završnog fragmenta šava.
- Pore. Zavareni šav postaje porozan kao rezultat onečišćenja rubova dijelova hrđom, uljem itd. Osim toga, poroznost se može pojaviti kada se šav prebrzo ohladi, pri velikim brzinama zavarivanja i pri radu s neosušenim elektrodama.
- Podrezivanja. Izgledaju kao mala udubljenja s obje strane ruba za šav. Pojavljuju se kada se elektrode pomaknu u smjeru okomitog zida pri zavarivanju kutnih spojeva. Osim toga, podrezivanja nastaju pri radu s dugim lukom ili kada je struja zavarivanja previsoka.
- Uključci troske. Unutar zrna za zavarivanje nalaze se komadići troske. To se može dogoditi ako su rubovi prljavi, brzina zavarivanja je velika ili je struja zavarivanja preniska.
Ovo su najčešći nedostaci zavara, ali mogu postojati i drugi.
Dodatne informacije o zavarivanju okomitih i vodoravnih šavova električnim zavarivanjem prikazane su u ovaj članak.
Zaključci i koristan video na tu temu
Značajke zavarivanja cijevi:
Kako odabrati pravi pretvarač za zavarivanje:
Po želji, svaki domaći majstor može savladati osnove zavarivanja. Nije tako teško. Zahtijevat će strpljenje, točnost i, naravno, precizno izvršavanje svih uputa. Sve će biti puno lakše ako se proces svladavanja nove vještine odvija pod vodstvom iskusnog stručnjaka.
Imate li osobno iskustvo spajanja dijelova električnim zavarivanjem? Želite li podijeliti svoje akumulirano znanje ili postaviti pitanja o toj temi? Ostavite komentare i sudjelujte u raspravama - obrazac za povratne informacije nalazi se ispod.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Hvala vam! Naučio sam puno korisnih stvari za sebe. Kako pravilno zavariti kvadratne cijevi pod kutom od 90?
Koristan video, po meni, posebno za delicije.
Hvala vam! Bilo je vrlo zanimljivo čitati.
hvala na informaciji
Dobar dan Oprostite što pitam bez ikakvog vanjskog predstavnika, ali nema opcija…. Molimo odgovorite na pitanje. U zavarivačkim poslovima i pojmovima - potpuna nula. Ali vrijeme je takvo da se moraš uhvatiti svega. Postojala je potreba za zavarivanjem tankih (1 - 2 mm) željeznih metala. Donirano talijansko čudo Deca STARFLUX 130AC već dugo leži. Izlaz na punjenu žicu izravno iz transformatora... Je li to normalno? Kako trebaju ispravno raditi? Hvala vam….