Polietilenske cijevi za plinovode: vrste i specifičnosti polaganja polietilenskih cjevovoda
Ranije su se pri postavljanju industrijskih i kućanskih komunikacija koristile cijevi od lijevanog željeza, čelika i bakra. S pojavom polimera koji nisu niži od metalnih proizvoda u čvrstoći, otpornosti na habanje i inertnosti na kemikalije, materijal za cijevi počeo se proizvoditi od polipropilena, polietilena, polivinil klorida, polibutilena itd.
Polietilenske cijevi za plinovode pokazale su se kao praktične, fleksibilne, lagane, što znatno olakšava transport i montažu. Ako odlučite plinofikirati privatnu kuću, bilo bi dobro detaljnije se upoznati s tehničkim karakteristikama, uvjetima i metodama ugradnje polietilenskih cijevi.
Sadržaj članka:
HDPE cijevi za plinovode
Polietilen niske gustoće koristi se ne samo za proizvodnju elemenata plinovoda. Također se koristi za postavljanje drugih komunikacija - vodoopskrbe, kanalizacije, zaštitnih tehničkih cjevovoda. Vrste cijevi razlikuju se po sastavu, karakteristikama i oznakama.
Usredotočimo se na proizvode za transport plina, čija je proizvodnja podložna zahtjevima GOST R 50838-2009 (zastarjelo izdanje - GOST R 50838-95).
Vrste i veličine
Polimerne tlačne cijevi za plin mogu se sastojati samo od polietilena ili su ojačane dodatnim slojevima.
Dakle, postoje tri vrste:
- polietilen, uključujući one označene žutim prugama;
- polietilen s koekstruzijskim slojevima koji se nalaze unutar ili izvana;
- polietilen s termoplastičnom zaštitnom ovojnicom, koju je potrebno ukloniti prije ugradnje.
Sve vrste materijala za cijevi dizajnirane su za transport različitih plinova koji su u skladu sa standardima GOST 5542 i koriste se kao sirovine ili gorivo za industrijske i kućne potrebe. Prihvaćaju se ograničenja za korištenje cjevovoda: max. tlak – 1,2 MPa, maksimalni rad. temperatura -/+40°S.

Industrijski proizvodi se isporučuju u dijelovima od 5-24 m, višestruki od 0,25 m, ali češće od prosječne duljine, prikladni za transport posebnom opremom - na primjer, 13 m. Namatanje tanke cijevi u zavojnici zahtijeva različite duljine, ali više često se mogu naći zavojnice od 200, 500, 700 m. Moguća je izrada proizvoda drugih duljina, ali samo po dogovoru s kupcima.
Ovisno o debljini zidova i rob. tlakovi cijevi dijele se u dvije vrste:
- PE-80. Debljina stijenke – 2-3 mm, radna. tlak – 3-6 MPa; pogodan za cjevovode za plin i vodu;
- PE-100. Debljina stijenke – 3,5 mm, radna. tlak – 8-12 MPa; Ovo je poboljšana verzija PE 80, karakterizirana otpornošću na toplinu i povećanom gustoćom.
PE (opcije - PE, PE) u nazivu je polietilen, brojevi 80 i 100 su razredi polietilena.
Sa stajališta ekonomske isplativosti, razred PE 100 koristi se pri postavljanju visokotlačnog plinovoda ili u posebnim slučajevima - na primjer, za rekonstrukciju starog istrošenog glavnog voda ili izgradnju eksperimentalnih ogranaka s tlak od 0,6 MPa i više.
Tehničke karakteristike i oznake
Polietilenske cijevi proizvedene u tvornici podliježu zahtjevima navedenim u GOST R 50838-2009. To uključuje preporuke za izgled i tehnička svojstva.

Što se tiče boja, mogućnost varijabilnosti:
- PE 80 – žuta;
- PE 100 – žuta, narančasta, crna s ravnomjerno raspoređenim žuto/narančastim prugama.
Dokument također specificira standarde za takve karakteristike kao što su otpornost pri konstantnom unutarnjem tlaku, istezanje pri prekidu, otpornost na širenje pukotina, toplinska stabilnost i zavarljivost.

Označavanje ne smije utjecati na kvalitetu materijala, odnosno izazvati pukotine, otekline itd.
Slova i brojevi moraju biti lako čitljivi, čitljivi i razumljivi. Obavezni uključuju:
- zaštitni znak ili naziv proizvođača;
- simbol lule;
- Datum proizvodnje;
- nazivni promjer/debljina stijenke;
- ugovoreni sastanak;
- GOST
Preostali podaci - naziv zemlje, broj serije itd. - daju se po želji.
Na primjer, pogledajmo jedan od uzoraka:
Sfera LLC PE 80 SDR 11 - 150x10,5 PLIN GOST R 50838-2009
- LLC "Sfera" - proizvođač
- PE-80 – tip polietilenske cijevi
- SDR 11 – omjer standardne veličine
- 150 – promjer
- 10,5 – debljina stijenke
- GAZ - namjena
- GOST R 50838-2009 – regulatorni dokument
Označavanjem je lako utvrditi jesu li cijevi prikladne za kućnu ili industrijsku uporabu, odgovaraju li namjeni i promjeru.
Prednosti i nedostaci polietilena
Zbog prednosti polietilena, koristi se za prijevoz tako opasne vrste goriva kao što je prirodni plin.
Glavne prednosti uključuju kvalitete kao što su:
- Električna izolacijska svojstva. Polietilen je potpuni dielektrik i ne provodi električnu struju. Tijekom instalacije nije potrebno uzemljenje.
- Otpornost na agresivne kemikalije, koji se može nalaziti u tlu ili u proizvodnji.
- Bez korozije, mogućnost korištenja u vlažnim okruženjima.
- Plastični, zahvaljujući kojem je cjevovod zaštićen od kretanja tla, širenja tijekom smrzavanja i vodenog udara.
- Pasivnost na prijenos akustičnih vibracija.
Stupanj otpornosti na habanje je prilično visok - proizvođači modernih PE cijevi za plin daju jamstvo od 30 do 50 godina.

Nedostaci uključuju takvo svojstvo polietilena kao što je fotodestrukcija. To znači da materijal brzo stari i mrvi se pod utjecajem ultraljubičastog zračenja. Kako bi se nekako poboljšala otpornost polietilena na sunčevo zračenje, materijalu se dodaje crni pigment kao stabilizator.
Ostali nedostaci uključuju mali raspon radnih temperatura tvari koja se transportira, propusnost za kisik i ovisnost tehničkih karakteristika o vanjskoj temperaturi.
Zbog navedenih nedostataka, plinovodi izrađeni od polietilenskih cijevi koriste se samo u zemlji, metalni analozi postavljaju se na otvorenim prostorima.
Montaža polietilenskih plinskih cijevi
Zabranjeno je samostalno postavljanje plinovoda u privatnu kuću ili industrijski objekt. To bi trebala učiniti organizacija koja ima licencu i pravo obavljanja ove vrste poslova, opravdano licencom. Ona također provodi održavanje u budućnosti - provjeru, ispitivanje ili popravke.

Najprije se dobiva dozvola za izvođenje građevinskih radova, izrađuje paket projektnih procjena i izrađuje geodetska trasa. Zatim provode pripreme koje uključuju planiranje trase, zemljane radove, transport i polaganje cijevi, montažu alat za zavarivanje. I tek tada počinju izravno s instalacijskim radovima - polaganjem i zavarivanjem cijevi.
Pregled načina spajanja cijevi
Polietilen je drugačiji po tome što kada se zagrije mijenja svoja svojstva i topi se. Ova se kvaliteta koristi za stvaranje trajnih priključaka plinovoda - to jest za zavarivanje cijevi.
Postoje dvije metode zavarivanja:
- kundak, bez upotrebe oblikovanih elemenata;
- elektrofuzijom, koristeći elektrootporne priključke.
Prva metoda se koristi u industrijske svrhe, za zavarivanje cijevi velikog promjera, druga - za stvaranje domaćih plinskih grana iz središnjeg glavnog voda.
Ako je potrebna odvojiva veza, tada se koristi treća metoda - kompresija. Krajevi cijevi spojeni su kompresijskim spojevima koji se po potrebi mogu ukloniti ili zamijeniti.

Prvo, pogledajmo kako se izvodi zavarivanje. Pripremni radovi se izvode prema istom planu:
- Odabir i provjera instalacijskih materijala i alata. Čiste se grijači, strugači i trimeri, uklanjaju se ostaci polietilena i prašina te brišu otapalom. Površine koje se trljaju i komponente su podmazane. Odaberite obloge i stezaljke odgovarajućeg promjera.
- Odabir parametara zavarivanja. Alati se programiraju i određeni parametri se unose u memoriju opreme za grijanje.
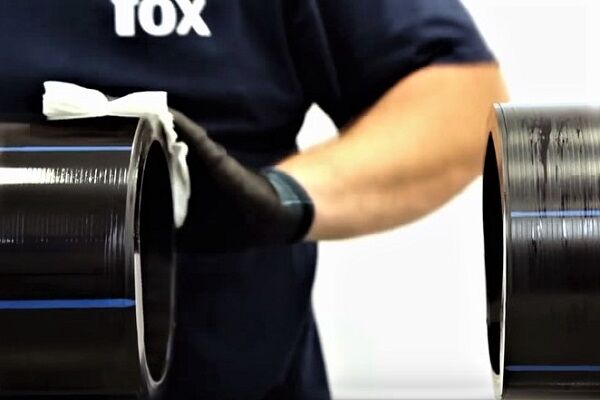
- Priprema radnog prostora. Krajevi cijevi se čiste od pijeska, prianjajuće gline, prašine i brišu. Slobodni krajevi su prekriveni čepovima. Oksidirani krajevi čiste se strugalicom.
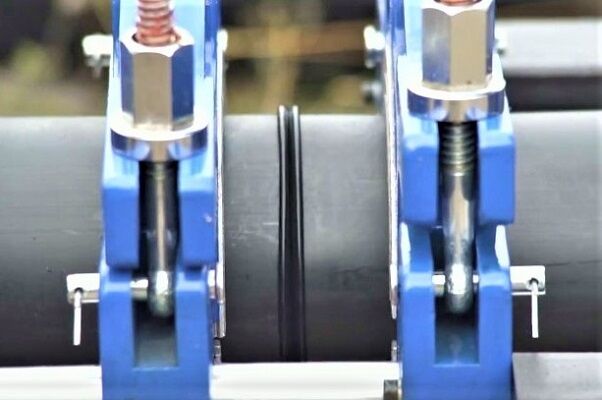
- Učvršćivanje i centriranje cijevi. Prije zavarivanja potrebno je eliminirati ovalnost, pa se krajevi cijevi centriraju i zatim učvrste u željenom položaju – točno jedan nasuprot drugom.
- Kraj obrade. Iver debljine 0,1-0,3 mm uklanja se s površine na krajevima. Razmak između dijelova spojenih s kraja na kraj ne smije biti veći od 0,3 mm. Nakon čišćenja potrebno je zavariti bez dopuštanja onečišćenja.
Nakon pripremnih radova provodi se zavarivanje.
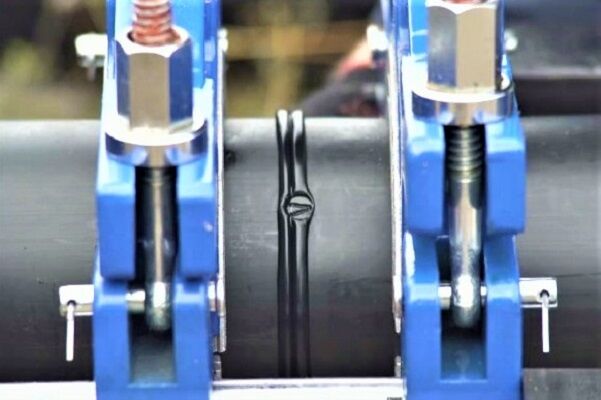
Spajanje sučeonim zavarivanjem nastaje zbog "spajanja" otopljenih krajeva. Taljenje se može postići pomoću alata za grijanje s diskastim radnim elementom.
Tijekom procesa zavarivanja važno je uzeti u obzir kriterije kao što su temperatura i vrijeme taljenja, sila pritiska na krajevima, trajanje perioda savijanja, tlak tijekom savijanja i vrijeme hlađenja.
Radni nalog:
Znakovi pouzdanog šava su ravnomjeran, ujednačen ožiljak, nemogućnost odvajanja cijevi primjenom sile. Zavareni spoj metodom fuzije smatra se vrlo jakim i ne zahtijeva dodatne mjere brtvljenja.
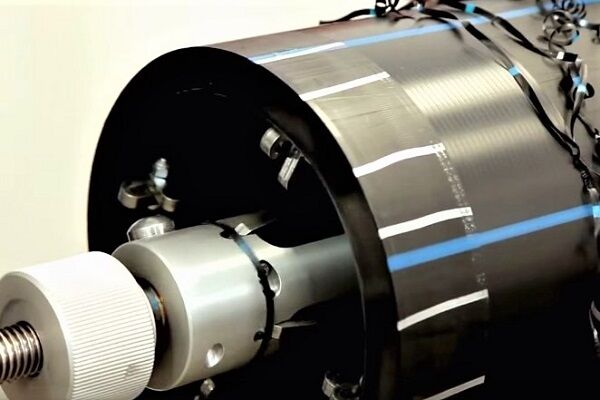
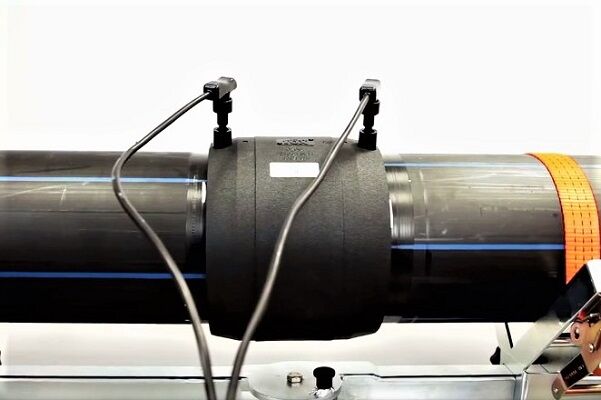
Drugi način - elektrofuzijom – karakteriziran prisutnošću spojnih elemenata – spojnica, adaptera, zavoja, T-komada.Na unutarnju površinu okova pričvršćena je metalna spirala koja se zagrijava električnom strujom i topi polietilen. Kao rezultat toga, armatura "srasta" s cijevima, tvoreći trajne spojeve.
Prilikom odabira elemenata za spajanje polietilenskih plinskih cijevi, kao i tijekom postupka, važno je uzeti u obzir parametre kao što su trenutni napon, vrijeme zavarivanja i hlađenja.
Tehnologija je jednostavnija od sučeonog zavarivanja i odvija se sljedećim redoslijedom:
Moderni strojevi za zavarivanje opremljeni su upravljačkom pločom sa zaslonom. Postupak se izvodi prema programu odabranom ovisno o vrsti cijevi.
Rastavljive veze Koriste se izuzetno rijetko pri izgradnji plinovoda. Za to se također koriste okovi, ali se pričvršćuju mehanički, bez zagrijavanja.
Vezni elementi se sastoje od dva dijela - čaure i kućišta. Kao rezultat zatezanja navojnih dijelova dobiva se jaka, ali nestabilna veza. Ako je potrebna dodatna pouzdanost, dijelovi okova su zategnuti vijcima i maticama.
Pravila za izgradnju HDPE plinovoda
Prilikom postavljanja i rada polietilenskih cijevi potrebno je poštivati mnoga pravila kako bi se osigurala ispravnost plinovoda i opreme te sigurnost korisnika.
Mnogo je zabrana gradnje autocesta. Na primjer, nemoguće je provesti plin pomoću HDPE cijevi u kamenitim i visoko uzdignutim tlima, kao i tlima tipa 2 slijeganja. Ako je područje sklono potresima i ima seizmičnost iznad 6 bodova, potrebno je koristiti drugi materijal za polaganje komunikacija.

Ako je dopušteno koristiti HDPE cijevi, potrebno je ispuniti niz uvjeta. Na primjer, na strmim padinama potrebno je zaštititi plinovod od moguće erozije rovova i poduzeti dodatne mjere za njihovo jačanje.
Prilikom prelaska podzemnih kolektora ili kanala, kanalizacijskih ili energetskih komunikacija, bunara, polietilenske cijevi zatvorene su u metalne kutije. Udaljenost od površine plinovoda do unutarnje stijenke kućišta je najmanje 10 cm.
Dva ili više plinovoda mogu se postaviti u jedan rov, ali svaki ogranak mora biti dostupan za održavanje ili popravak.
U sjevernim krajevima, gdje temperatura pada ispod -40°C, dubina postavljanja se povećava na 2,0-3,2 m.
Naučit ćete kako položiti plinovod u kućište i umetnuti ga u kuću koja se plinificira. sljedeći članak, koju savjetujemo da pročitaju svi vlasnici seoske imovine.
Zaključci i koristan video na tu temu
Pravila za elektrofuzijsko zavarivanje:
O značajkama sučeonog zavarivanja:
Kako radi aparat za zavarivanje HDPE cijevi:
Korištenje polietilenskih cijevi za plinofikaciju industrijskih i stambenih objekata postalo je tradicionalno.
HDPE je izdržljiv i pouzdan materijal koji ne izaziva zabrinutost. Ali ugradnju plinovoda trebaju provoditi isključivo instalateri plinske mreže koji imaju iskustva i poznaju tehnologiju zavarivanja polietilena.
Ostavite komentare u blok obrascu ispod, objavite fotografije vezane uz temu članka i postavite pitanja. Podijelite vlastito iskustvo u postavljanju polietilenskog plinovoda. Moguće je da će informacije i preporuke koje pružite biti korisne posjetiteljima stranice.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}