Lemljenje bakrenih cijevi: korak po korak analiza rada i praktični primjeri
Domaći majstori pokušavaju sami izvesti građevinske i popravne radove, što im omogućuje ne samo da uštede obiteljski proračun, već i da budu apsolutno sigurni u visokokvalitetni rezultat. Stoga moraju svladati nove tehnike i tehnologije, poput lemljenja bakrenih cijevi.
Reći ćemo vam kako sastaviti i spojiti komunikacije iz bakrenih cijevi. Ovdje ćete saznati koji će potrošni materijal i alati biti potrebni izvođaču. Vještine koje su korisne čak iu svakodnevnom životu omogućit će samostalno sastavljanje cjevovoda s izvrsnim karakteristikama performansi.
Sadržaj članka:
Lemljenje bakrom: zašto biste to trebali naučiti
Bakreni cjevovodi se rijetko koriste u praksi. Razlog tome je prilično visoka cijena materijala. Međutim, bakreni cjevovodi s pravom se smatraju najboljima.
Ovaj metal nadmašuje sve druge materijale u otpornosti na toplinu, fleksibilnosti i trajnosti. Bakreni cjevovodi za grijanje nakon montaže može se uliti u beton, sakriti u zidove itd. Ništa im se neće dogoditi tijekom rada.

To vrijedi uzeti u obzir pri odabiru materijala za grijanje ili vodovod. Što se tiče dugoročnog rada, viši troškovi se itekako isplati. Osim izvrsnih radnih karakteristika koje ima bakar, vrlo je jednostavan za ugradnju. “Strašne priče” o poteškoćama u lemljenju najčešće su pretjerane.
Bakar se prilično lako lemi. Njegova površina ne zahtijeva upotrebu agresivnih sredstava za čišćenje. Mnogi metali s niskim talištem imaju visoku adheziju na njega, što pojednostavljuje izbor lemljenja.
Nisu potrebni skupi bakreni topitelji, jer ne dolazi do burne reakcije s kisikom kada se metal rastali. Tijekom procesa lemljenja cijev se ne deformira, njen oblik i dimenzije ostaju nepromijenjeni. Dobiveni šav se može odlemiti ako je potrebno.
Metode lemljenja bakrenih dijelova
Lemljenje se smatra najboljom metodom za spajanje bakrenih dijelova. Tijekom rada, rastaljeni lem ispunjava mali razmak između elemenata, tvoreći pouzdanu vezu.
Postoje dvije najčešće metode za dobivanje takvih spojeva. Ovo je visokotemperaturno i niskotemperaturno kapilarno lemljenje. Hajde da shvatimo kako se razlikuju jedni od drugih.
Značajke visokotemperaturnih spojeva
U ovom slučaju, proces spajanja bakrenih elemenata odvija se na temperaturama većim od +450 stupnjeva. Kao lem odabrani su sastavi koji se temelje na prilično vatrostalnim metalima: srebro ili bakar.
Omogućuju izdržljiv šav koji je otporan na mehanička oštećenja i visoke temperature. Takva se veza naziva čvrstom.

Osobitost takozvanog tvrdog lemljenja je žarenje metala, što dovodi do njegovog omekšavanja. Stoga, kako bi gubitak karakteristika čvrstoće bakra bio minimalan, gotov zavar treba hladiti samo prirodno, bez korištenja umjetnog puhanja ili potapanja dijela u hladnu vodu.
Čvrsti spoj koristi se za cijevi promjera od 12 do 159 mm. Lemljenje na visokoj temperaturi koristi se za spajanje plinskih cijevi.
U vodovodu se koristi u procesu montaže vodovodnih cijevi za monolitno spajanje dijelova čiji promjer prelazi 28 mm. Osim toga, ova se veza koristi u slučajevima kada temperatura tekućine koja cirkulira u cijevima može premašiti +120 stupnjeva.
Lemljenje na visokim temperaturama također se koristi za montažu sustava grijanja. Njegova prednost je mogućnost uređenja ogranka iz prethodno instaliranog sustava bez prethodnog rastavljanja.
Niskotemperaturno lemljenje dijelova
Meko ili niskotemperaturno lemljenje je spajanje bakrenih dijelova, pri čemu se koriste temperature ispod +450C. U ovom slučaju, mekani metali s niskim talištem, poput kositra ili olova, odabiru se kao lem.
Širina šava formiranog takvim lemljenjem može varirati od 7 do 50 mm. Dobiveni spoj naziva se mekim. Manje je izdržljiv od tvrdog, ali ima niz značajnih prednosti.

Glavna razlika je u tome što se tijekom procesa lemljenja metal ne žari. Sukladno tome, njegova snaga ostaje ista.
Osim toga, temperatura kod lemljenja na niskoj temperaturi nije tako visoka kao kod lemljenja na visokoj temperaturi. Stoga se smatra sigurnijim. Za montažu cijevi malog promjera: od 6 do 108 mm koriste se takozvani meki spojevi.
Niskotemperaturni spojevi u vodovodu bakrene cijevi koriste se za ugradnju vodovoda i grijanja, ali pod uvjetom da je temperatura tekućine koja cirkulira u njima manja od +130 stupnjeva. Za plinovode uporaba priključaka ove vrste strogo je zabranjena.
Što će biti potrebno u procesu?
Da biste napravili visokokvalitetne veze, trebat će vam posebni materijali i alati. Prije svega, za obradu prethodno očišćene površine dijelova trebat će vam tok. Uklanja okside iz baze, poboljšava protok rastaljenog lema i smanjuje površinsku napetost.
Osim ovoga, trebat će vam i lem za rad s bakrom. Za zavarivanje na visokim temperaturama odabire se materijal koji ne sadrži olovo. Ambalaža mora nositi riječi "bez olova" ili "bez olova".
Za lemljenje na niskim temperaturama odabire se lem s niskim talištem, koji može sadržavati kositar, bakar, bizmut i srebro. Lem za niske temperature dostupan je u obliku žice od 3 mm.

Za rad će vam trebati alati. Kao prvo, rezač cijevi. Uz njegovu pomoć možete rezati dijelove na željenu veličinu.Važno je odabrati visokokvalitetni alat kako se mekani materijal, a to je bakar, ne bi gužvao.
Za uklanjanje neravnina trebat će vam i skidač skošenja. Inače će biti nemoguće umetnuti jedan dio u drugi. Za čišćenje unutarnje površine cijevi također se koristi četka ili četka.

Za zagrijavanje bakrenih elemenata koriste se različiti alati. Najčešće se odabiru za lemljenje na niskim temperaturama plinski plamenik, koji ima usko usmjeren plamen.
Plinska oprema u ovom slučaju radi iz cilindra s mješavinom propana i butana ili s čistim butanom. Jedno takvo punjenje dovoljno je za 3-4 stotine fuga.
Uređaj radi učinkovito, kada se zagrije plamenikom, cijev se zagrijava za nekoliko sekundi. Lemljenje na visokim temperaturama provodi se pomoću plinskih smjesa propan-kisik ili acetilen-zrak.
Osim toga, lemljenje se može izvesti pomoću posebnog električnog lemilice dizajniranog za rad s bakrenim dijelovima. Uređaj može raditi s tvrdim i mekim lemom. Lemilo je spojeno na mrežu i koristi se tamo gdje je nemoguće raditi s otvorenim plamenom. Uređaj je opremljen steznim kliještima i uklonjivim elektrodama.
Osim ovih alata, za postavljanje cjevovoda trebat će vam marker ili olovka, mjerač trake, čekić i razina zgrade.
Tehnologija lemljenja proizvoda od bakra
Nakon što ste pripremili alate i materijale, možete započeti postupak lemljenja. Sve radnje izvodimo u sljedećem redoslijedu:
Izrežite dio na potrebnu duljinu
Za rezanje bakrenih cijevi mogu se koristiti različiti alati. Alat koji se najčešće koristi je ručni rezač cijevi. Kako biste osigurali ravnomjeran rez, držite cijev samo okomito na alat.
Stežemo dio između valjka i oštrice i okrećemo rezač cijevi oko njega. Ne zaboravite zategnuti vijak za podešavanje za otprilike trećinu kruga nakon svakog okreta. Kada koristite rezač cijevi, rez će biti gladak, a neravnine će se pojaviti samo unutar cijevi.

Ali u isto vrijeme, promjer proizvoda će se malo smanjiti, što je nepoželjno. Možete izbjeći deformaciju dijela rezanjem pilom za metal. Ali u ovom slučaju bit će mnogo neravnina koje će trebati ukloniti, a morat ćete upotrijebiti šablonu za smanjenje kosine reza.
Zgužvanje ili ovalizacija reza cijevi dovest će do neugodnih posljedica, jer će sigurno promijeniti veličinu instalacijskog razmaka. Njegova bi vrijednost trebala biti u rasponu od 0,02-0,4 mm. Ako je razmak manji, lem neće moći ući u njega. Povećanjem razmaka neće se pojaviti kapilarni učinak.
Kao rezultat rezanja, rezultat bi trebao biti dio sa strogo cilindričnim krajem, koji ima minimalni kut rezanja. Obavezno uklonite sve neravnine s dijela, očistite njegovu unutarnju površinu četkom i odmastite je. Na isti način smo izrezali drugi komad cijevi. Uzimamo ekspander cijevi i pomoću čekića povećavamo promjer druge cijevi.

Provjeravamo kako se dijelovi uklapaju jedan u drugi, provjeravamo dimenzije dobivenog instalacijskog razmaka. Mora točno odgovarati normi. Drugi dio očistimo i odmastimo.Operaciju izvodimo preko cijelog presjeka cijevi, imajući na umu da duljina priključka mora biti jednaka promjeru dijela.
Nanesite fluks na površinu cijevi
Prema pravilima tehnologije lemljenje bakrenih cijevi, na dijelove se mora nanijeti sloj fluksa. Uzimamo sastav i pažljivo ga nanosimo četkom na vanjsku površinu cijevi, koja će se nalaziti unutar spoja.
Operaciju izvodimo vrlo pažljivo. Pokušavamo prikupiti minimalnu količinu rješenja i potpuno ga rasporediti po dijelu. Na površini ne smije ostati višak fluksa.
Spajanje dijelova prije lemljenja
Nakon što se fluks nanese na dijelove, potrebno ih je spojiti. To se mora učiniti dovoljno brzo da čestice onečišćenja ne dospiju na mokru površinu. Ako radimo s okovom ili utičnicom, radimo kompletan spoj elemenata.
Da biste to učinili, okrenite ih do kraja. Tijekom procesa rotacije, dijelovi ne samo da "padaju" na svoje mjesto, već se strujanje raspoređuje što je moguće ravnomjernije preko instalacijskog razmaka.

Zabranjeno je ostavljati fluks na dijelu, jer je to agresivan kemijski sastav.
Lemljenje slavine s priključkom na temelju kompresijskog prstena provodi se sljedećim redoslijedom:
Formiranje spojeva kod niskotemperaturnog lemljenja
Kod izrade mekog spoja obavezna je uporaba lema niske temperature taljenja i topitelja niskih temperatura. Za grijanje možete uzeti standardni ili mali plinski plamenik, koji se puni mješavinom propana i zraka ili propana s butanom i zrakom. Također možete uzeti posebno električno lemilo.
Uzimamo plamenik, uključujemo ga i usmjeravamo plamen na spoj cijevi. Kontaktna površina koja se nalazi između plamena i dijela mora se stalno pomicati. To je neophodno kako bi se osiguralo ravnomjerno zagrijavanje elemenata. Uzimamo lem i s vremena na vrijeme dodirujemo montažni razmak. Kada se dovoljno zagrije, lem se počinje topiti.

Čim se to dogodi, pomaknite plamenik u stranu kako bi lem u potpunosti ispunio kapilarni otvor. Ako se lem još nije počeo topiti, nastavite s zagrijavanjem. Posebnost niskotemperaturnog lemljenja je da se lem posebno ne zagrijava. Trebao bi se rastopiti od topline zagrijanih elemenata veze.
Nakon što lem potpuno ispuni kapilarni razmak, mora se ostaviti da se ohladi, po mogućnosti u prirodnim uvjetima. Mora se imati na umu da dobiveni mekani spoj ima malu čvrstoću, pa ga je zabranjeno dodirivati dok je vruć.
Još jedna važna točka. Tijekom procesa lemljenja izuzetno je važno ne pregrijati bakar. U suprotnom, tok koji se nanosi na metal bit će uništen i, prema tome, neće moći otopiti i ukloniti okside, što će imati oštro negativan utjecaj na kvalitetu veze.
Stoga je preporučljivo koristiti fluks s prahom za lemljenje. Kada je temperatura dijela dovoljna za zagrijavanje lema, prah će se otopiti i kapljice taline bit će vidljive unutar topitelja.
Ako je uporaba plamena iz nekog razloga neprihvatljiva, koriste se strojevi za lemljenje na struju. Takva oprema je skup napajanja, električnih kliješta i lemilice.
Postupak zagrijavanja i naknadnog stvaranja spoja s lemilom ne razlikuje se od gore opisanog. Jedino upozorenje: može biti potrebno manje vremena za potpuno zagrijavanje dijelova nego kod zagrijavanja plamenikom.
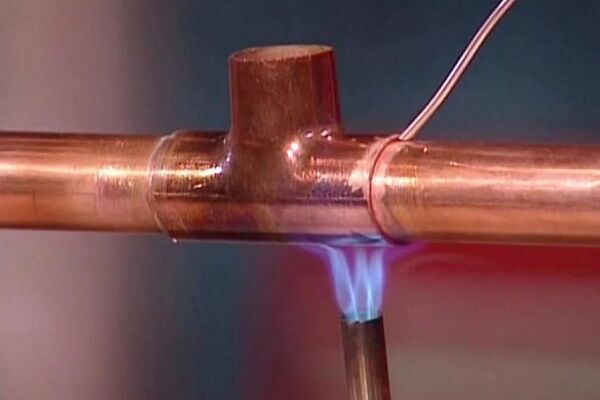
Formiranje šava tijekom visokotemperaturnog lemljenja
U procesu takvog lemljenja, plinski plamenik također se koristi za zagrijavanje dijelova. Gorivo mu je mješavina propana i kisika ili acetilena i zraka. Moguće je koristiti smjesu acetilen-kisik.
Stručnjaci preporučuju ravnomjerno i brzo zagrijavanje dijelova. To jest, proces zagrijavanja trebao bi biti kratak. Plin koji gori u uređaju trebao bi proizvoditi jarkoplavi plamen niskog intenziteta.

Lagano pomičemo plamenik duž budućeg priključka kako bi zagrijavanje bilo što ujednačenije. Kad se bakar zagrije na oko 750C, postat će tamne boje trešnje. U ovom trenutku nanesite lem.
Da biste ga bolje zagrijali, možete ga malo zagrijati plamenikom. Ali u isto vrijeme, moramo zapamtiti da se lem treba rastopiti od zagrijanih dijelova veze, a ne od plamenika. U idealnom slučaju, morate osigurati vezu s minimalnim zagrijavanjem, pri čemu će se lem odmah rastopiti i ispuniti montažni razmak prvi put.
Ovo možda neće uspjeti odmah, ali kako budete stjecali iskustvo, rezultat će se poboljšavati. Nakon potpunog popunjavanja razmaka lemljenjem ostavite spoj da se ohladi. Ne preporučuje se dodirivati ga u ovom trenutku. Temeljito obrišite ohlađeni šav kako biste uklonili ostatke topitelja.
Detaljna analiza tehnologije lemljenja bakrenih cjevovoda plinskim plamenikom dano u članku, s čijim sadržajem Vam savjetujemo da se upoznate.
Sigurnosne mjere pri lemljenju bakrenih cijevi
Obrtnici početnici zanimaju kako pravilno lemiti bakrene cijevi, ali pritom zaboravljaju na sigurnost. Ovo se ne može učiniti. Morate shvatiti da bakar ima visoku toplinsku vodljivost, tako da ne možete držati dijelove u rukama bez neke vrste zaštite.
Nebriga i nebriga u sklop bakrenog cjevovoda može rezultirati toplinskim opeklinama. Malim elementima do 0,3 m duljine rukuje se samo u zaštitnim rukavicama ili se drži kliještima.
Također je potreban oprez pri radu s fluksom. Ovo je izuzetno agresivan sastav. Ako dođe do vaše kože tijekom procesa lemljenja, trebali biste odmah prekinuti rad i isprati fluks s kože s puno sapunaste vode.Inače se na koži mogu pojaviti ne samo toplinske, već i kemijske opekline.

Odjeću za posao također treba pravilno odabrati. Sintetičke tkanine apsolutno nisu prikladne. Umjetna vlakna su vrlo osjetljiva na visoke temperature. Topi se i lako zapali pa je za posao najbolje odabrati deblju odjeću od prirodnog pamuka.
Još jedna važna točka. Kada se dijelovi zagriju, fluks počinje gorjeti. Njegove pare su opasne za ljude. Iz tog razloga prostorija u kojoj se izvodi lemljenje bakrenih cijevi mora biti dobro prozračena.
Iskusni majstori savjetuju onima koji se prvi put bave lemljenjem da prvo vježbaju na ostacima cijevi. Praksa pokazuje da nakon tri ili četiri neovisno završene veze već možete početi instalirati cjevovod. U ovom slučaju, preporučljivo je sastaviti sustav na podu i tek onda započeti lemljenje.
Gotov cjevovod mora se temeljito isprati čistom vrućom vodom kako bi se uklonili lem i fluks s unutarnje strane dijelova.
Osnovne greške prilikom lemljenja
Proces lemljenja bakrenih cijevi prilično je jednostavan, ali zahtijeva određeno iskustvo. Početnici često griješe u radu.
Razmotrimo glavne:
- Prisutnost nedostataka na površini dijelova koji se spajaju. Takvi se nedostaci mogu pojaviti tijekom procesa rezanja cijevi. Ako se lemljenje izvodi preko defekta, šav će biti slab.
- Onečišćenje u području spajanja elemenata. Dijelovi se moraju odmastiti nakon rezanja i čišćenja.
- Nedovoljna širina ugradbenog razmaka.Prema pravilima, za dijelove s presjekom od 6 do 108 mm, dimenzije razmaka trebaju biti od 7 do 50 mm.
- Nedovoljno zagrijavanje dijelova. U tom slučaju, lem neće moći pravilno stopiti s podlogom. Takav šav će se lako slomiti čak i uz malo opterećenje.
- Fluks ne prekriva cijelu površinu cijevi. Oksidi ostaju na površini dijela, što negativno utječe na kvalitetu šava.
- Pregrijavanje priključnog područja. Dovodi do izgaranja fluksa i stvaranja oksida i kamenca. Kao rezultat toga, kvaliteta veze naglo se pogoršava.
- Provjera vruće veze. Prije provjere kvalitete šava, morate se uvjeriti da se cijev ohladila. Inače će se veza neizbježno deformirati i izgubiti snagu.
- Ignoriranje sigurnosnih pravila. Lemljenje se provodi na visokim temperaturama i korištenjem agresivnih kemikalija. Potrebna je zaštitna odjeća, maska i rukavice.
Majstoru početniku može biti teško samostalno odrediti stupanj zagrijavanja dijelova, tada je vrijedno pozvati profesionalca i napraviti prve veze pod njegovim vodstvom.
On će vas upoznati s metodama izgradnje krugova grijanja od bakrenih cijevi. sljedeći članak, s kojim preporučamo da se upoznate.
Zaključci i koristan video na tu temu
Više zanimljivih informacija o lemljenju bakrenih cijevi možete saznati iz sljedećih videa.
Video #1. Značajke visokotemperaturnog lemljenja bakra:
Video #2. Kako pravilno lemiti bakrene armature:
Video #3. Koje vrste topitelja postoje za lemljenje?
Samostalno lemljenje bakrenih cijevi korisna je vještina koja će svakako dobro doći kućnom majstoru. Bakreni cjevovodi služe vrlo dugo i bez problema.S obzirom na prilično visoku cijenu takvih dijelova, možete puno uštedjeti na samostalnoj montaži i dobiti visokokvalitetni cjevovod po vrlo razumnoj cijeni.
Imate li osobnog iskustva u spajanju bakrenih cijevi lemljenjem? Možda imate znanja o nijansama izvođenja radova? Napišite komentare u blok ispod, postavite pitanja, podijelite svoje mišljenje i fotografije na temu članka.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Vrlo rijetko nailazim na bakrene cijevi; vrlo malo ljudi ih zapravo koristi, preferirajući jeftiniju i utilitarniju plastiku. Ali vidio sam takve cijevi u kućama koje tvrde da imaju "elitni" status. Savršeno se uklapaju u tamošnji interijer. A morao sam ih i lemiti. Iz osobnog iskustva mogu reći da je obavljanje ovog posla jednostavno i da postoje nijanse.
Bakar je metal koji reagira i sam po sebi neće vam stvarati probleme. Ali ako sami pogriješite, nakon nekog vremena mjesto vašeg lemljenja će procuriti. Svima koji se iznenada suoče s potrebom lemljenja bakrene cijevi, prije svega ću reći - nemojte biti lijeni i ne gubite vrijeme na pripremne radove! Dobar početak je pola uspjeha.
Ako ga loše odmastite, curit će. Ako ga loše očistite, to je ista stvar. Drugo: umjerena, ali dovoljna količina fluksa. Ako požališ, procurit će. Pretjerajte i dobit ćete neugledan spoj. Treće: odgovarajući temperaturni uvjeti. Pregrijavanje i nedovoljno zagrijavanje jednako su loši. Općenito, ako ćete prvi put lemiti, onda je najbolje pronaći negdje komad bakrene cijevi i vježbati, kao u nacrtu. U isto vrijeme, identificirajte svoje moguće pogreške.