Što je argonsko zavarivanje: kako ga pravilno koristiti, upute korak po korak
Zavarivanje argonom jedna je od vrsta elektrolučne metode spajanja metala.Luk se pali u sferi neaktivnog plina pomoću volframove elektrode. Istodobno se rubovi zavarenih dijelova tope, pouzdano spajajući u jednu cjelinu.
Sadržaj članka:
Zavarivanje argonom - karakteristike i opis
Karakteristična značajka zavarivanja argonom može se smatrati uspješnom kombinacijom principa električnog i plinskog zavarivanja. Ovom tehnikom zavarivanja dobivaju se varovi izvrsne kvalitete. Pažljivo se bruse i na kraju cijelog radnog ciklusa spojevi su apsolutno nevidljivi.

Glavni faktor u procesu je električni luk. Ovdje se događa prijelaz električne energije u toplinsku energiju. Visok toplinski prag topi metal na mjestu zavarivanja. Ako glatko pomičete luk, dobivate fuziju materijala i pouzdanu vezu izradaka. Pomicanjem elektrode podešavaju se parametri zavarene kupke, brzina zavarivanja, stupanj proboja, kvaliteta i širina šava.
Za popunjavanje praznina i zavarivanje visoke metalne kuglice na šav, koristi se žica za punjenje. Po sastavu mora biti identičan materijalu koji se zavaruje. Žica za punjenje se ručno dovodi do točke taljenja.
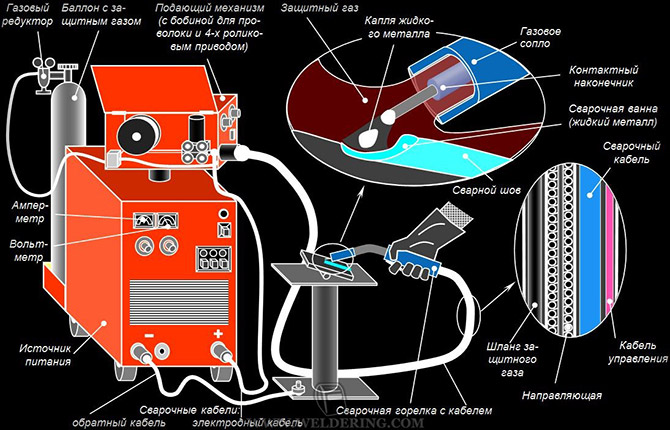
Izvor napajanja je jedinica inverterskog tipa s upravljanjem, sustavom za dovod neutralnog plina i konektorima na koje se spaja plamenik. Struja može varirati, biti stalna ili izmjenična.
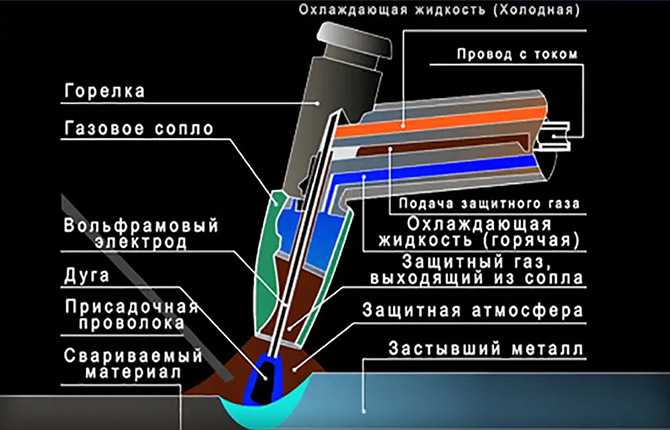
Kada jedinica za zavarivanje argonom radi, inertni plin argon dovodi se kroz mlaznicu alata u zonu luka. On "istiskuje" atmosferski zrak, uključujući kisik i dušik, iz bazena za zavarivanje. Metalni šavovi su tako pouzdano zaštićeni tijekom zavarivanja. Baza luka, volframova elektroda koja se ne troši, također je zaštićena. Ako se zavarivanje izvodi bez inertnog plina, volfram je izložen agresivnom utjecaju kisika i uništava se.
Atmosferski zrak negativno utječe na kvalitetu procesa zavarivanja. Za zaštitu zone fuzije od atmosferskog kisika koristi se inertni plin. U uobičajenoj praksi to je argon. Helij se može koristiti za ovu svrhu, ali je njegova cijena mnogo veća. Niska cijena argona objašnjava se činjenicom da je on samo nusprodukt industrijskog procesa razdvajanja zraka na kisik i dušik.
Prednosti zavarivanja argonom:
- Estetski šav visoke čvrstoće.
- Nisu potrebni topitelji niti premazi elektroda.
- Rad s dijelovima bilo koje veličine.
- Mogućnost zavarivanja metala na oštećene dijelove dijelova radi njihove obnove.
- Spajanje teško zavarljivih metala (titan, lijevano željezo, aluminij i dr.).
- Minimalna emisija aerosola u usporedbi s drugim vrstama zavarivanja.
- Rub metala izrezan "u argonu" ima idealnu geometriju, na njemu se ne stvaraju oksidni i nitridni filmovi.
- Metoda argona omogućuje spajanje tankih slojeva metala i izvođenje posebnih operacija zavarivanja.
Nedostaci uključuju činjenicu da je zavarivanje metala argonom sporije nego kod drugih strojeva i metoda zavarivanja.
Rad s argonom predstavlja opasnost za ljudsko zdravlje.Udahnuti plin argon uzrokuje vrtoglavicu, može dovesti do mučnine, povraćanja, gubitka svijesti pa čak i smrti. Osobe koje rade s argonskim zavarivanjem često imaju glavobolju, zujanje u ušima, umor, smetnje u probavnom traktu i probleme s disanjem.
Zavarivač se izlaže riziku od razvoja aluminoze, ireverzibilne plućne patologije, budući da je izložen negativnim učincima ozona, radioaktivnosti i dušikovih oksida.
Klasifikacija zavarivanja argonom
Tehnologija zavarivanja argonom klasificira se prema pojedinačnim funkcionalnim načelima:
- Ručna metoda. Manipulacije plamenikom, električnim plamenikom i aditivom obavlja ručno zavarivač. Njegovo iskustvo i kvalifikacije određuju tempo procesa i parametre zavarenih spojeva.

- Poluautomatski. Oprema ima funkciju dodavanja žice za punjenje. Instalacija je opremljena mehanizmom za uvlačenje žice. Zavarivač radi samo s argonskom plamenikom, ostavljajući jednu ruku slobodnu. Može se koristiti za držanje ili rasklapanje obradaka. Metoda je produktivnija od ručne, ali kvalifikacije zavarivača su vrlo važne.
- Auto. Dovod žice i kretanje kolica s gorionikom odvija se automatski, bez sudjelovanja radnika. Prednost su glatki, kvalitetni zavari. Funkcije operatera su kontrolirati i pravilno postaviti parametre - dubinu potrebnog prodiranja, optimalnu brzinu kretanja kolica itd.

Osim toga, zavarivanje argonom razlikuje se prema stvarnom postupku - bez obzira na to koristi li se žica za punjenje ili ne.
Bez aditiva, možete zavariti tanki metal (do 2 mm), uz čvrst pritisak - ne bi trebalo biti praznina duž šava. Zatim se rubovi rastale elektrodom i ovaj metal je dovoljan za spajanje izradaka.Rezultat je zapečaćen, tanak, gladak, zrcalni šav bez "ljuskica".
Potrebno je dulje kuhati sa žicom za punjenje. Vrsta zavara je "ljuskasta", a broj slojeva ljuski izravno ovisi o ritmu dovoda aditiva u zavarenu kupku. Praznine i razmaci između dijelova širine do 5 mm kvalitetno su otopljeni, a konveksnosti su spojene za utore. Metoda punila koristi se za argonsko zavarivanje metala debljine 3 mm.
Nedavno se pojavila još jedna inovativna tehnologija zavarivanja argonskim lukom - robotska. Njegova je osobitost da zavarivanje dijelova na transporterima obavljaju robotski kompleksi. Metoda se odlikuje visokom produktivnošću i niskom cijenom rada.

Nedostatak je značajan trošak jedinstvene opreme, hitna potreba za privlačenjem visokokvalificiranih stručnjaka za održavanje, softversku podršku i fino podešavanje komponenti robota. Tehnologija je dizajnirana za velike količine proizvodnje.
Zavarivanje argonom - koji alati i oprema su vam potrebni
Oprema i pribor za argonsko zavarivanje podijeljeni su u 3 skupine.
Prvi uključuje posebni uređaji koji izvode jednu određenu operaciju. Zavarivanje argonom, koje se provodi takvim uređajima, koristi se u velikim poduzećima velike kontinuirane proizvodnje.
Drugi – specijalizirana oprema koja je konfigurirana za rad s uskim rasponom dijelova određene kategorije.
Treći – univerzalni strojevi, koji se koriste za više vrsta operacija i materijala. Ovo je najpopularnija skupina komercijalno proizvedenih uređaja.Naširoko se koriste ne samo u industrijske svrhe, već su u velikoj potražnji među zanatskim i "garažnim" obrtnicima.
Komplet opreme za univerzalno argonsko zavarivanje:
- radna odjeća, zaštitna obuća, osobna zaštitna oprema;
- jedinica za izvođenje radova s nepotrošnom elektrodom;
- volframove nepotrošljive elektrode;
- žica za punjenje;
- visokotlačna crijeva;
- plinski cilindar;
- reduktor plina;
- pomoćni alat.
U plinskom cilindru, u komprimiranom obliku, nalazi se plin - argon. Cilindri se koriste za razne plinove. Kako ne bi došlo do brkanja identičnih spremnika s različitim sadržajem, cilindri su označeni. Tako se sirovi argon upumpava u crni cilindar s bijelim natpisom i bijelom prugom. Tehnički argon - također u crnom cilindru, ali natpis je plavi, pruga je plava. Čisti argon se razlikuje po sivom cilindru sa zelenim natpisom i trakom. Ostali posebni tehnički podaci također su utisnuti na cilindre.
Svaki reduktor je dizajniran za svoj plin. Boja reduktora mora odgovarati boji plinske boce. U jeftinoj opciji možete koristiti "crni" reduktor ugljičnog dioksida. Ali najčešće se pod argonom postavlja reduktor s rotametrom.
Visokotlačna crijeva za kisik koriste se za argon zbog svoje kvalitete i pouzdanosti. Unutarnji promjer varira od 9 do 18 mm. Stoga odabir pravog neće biti težak.
Izvor struje za zavarivanje argonom odabire se prema ciljevima i zadacima koje je potrebno izvršiti tijekom rada.
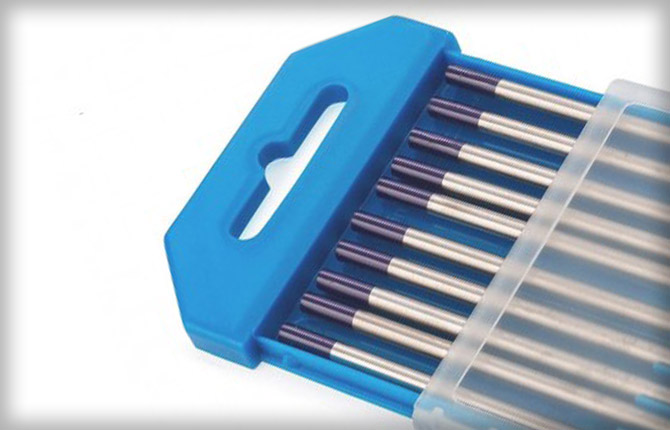
Volframove elektrode dizajnirane su za paljenje i održavanje luka. Imaju odgovarajuće oznake koje karakteriziraju njihova svojstva i prisutnost posebnih nečistoća.
Za pripremu metala za zavarivanje potrebni su pomoćni materijali, na primjer, brusilica, razne metalne četke.
Sigurnosna usklađenost
Argon, kao i svaka druga metoda zavarivanja, zahtijeva strogo pridržavanje sigurnosnih propisa. Uglavnom su jednostavni, ali njihova provedba omogućuje vam da spasite ne samo zdravlje, već i život.
Rad mora biti organiziran u posebnim prostorijama ili kabinama. Tamo gdje nije moguće ostvariti ove uvjete, mjesto za rad argonskog zavarivanja ograđuje se zaslonima. To su ploče izrađene od šperploče, obojene vatrootpornim sastavom, koji također uključuje cinkov oksid, koji apsorbira ultraljubičaste zrake. Visina takve ograde ne može biti manja od 2 m.
Oprema za argonsko zavarivanje postavlja se na ravnoj površini u skladu s tehnološkim dimenzijama. Radno mjesto zavarivača mora biti opremljeno ispušnom i dovodnom ventilacijom. Ispušne ploče su vrlo učinkovite. Postavljeni su vodoravno ili pod kutom tako da se kontaminirani zrak iz luka pumpa prema dolje ili dalje od zavarivača. Time se sprječava ulazak štetnih tvari u respiratorni trakt radnika.
Što trebate učiniti prije nego počnete:
- Pregledajte i uvjerite se da su posebna odjeća, obuća i zaštitna oprema zavarivača u dobrom stanju, čisti i da nisu natopljeni uljem ili drugim zapaljivim tvarima.
- Prilikom oblačenja kombinezona zakopčajte sve gumbe, zavežite vrpce i zavežite cipele.
- Sako i hlače moraju se nositi nepodvučeni, džepovi moraju biti zatvoreni preklopima, a kosa zataknuta ispod pokrivala za glavu.
- Provjerite radno mjesto, rasvjetu, napu.
- Uklonite nepotrebne izratke, nepotrebne predmete i zapaljive materijale.
- Pregledajte opremu.Mora biti pouzdano uzemljen, visokonaponski kontakti zaštićeni i zatvoreni, a cjelovitost žica nije ugrožena.
- Provjerite ispravnost mjernih i signalnih uređaja i uređaja za zaključavanje opreme.
- Nemojte započeti s radom dok se uočeni nedostaci u potpunosti ne uklone.

Kako pravilno koristiti upute za zavarivanje argonom korak po korak
Prije zavarivanja obradak se mora temeljito očistiti od prljavštine, naslaga strojnog ulja i masti. To se može učiniti s bilo kojim otapalom. Kada je debljina zavarenih dijelova veća od 4 mm potrebno je rubno rezanje, a zavarivanje argonom izvodi se samo sučeono.
Za uništavanje oksidnih filmova, spoj se tretira metalnim četkama. Spoj složene geometrije čisti se kutnom brusilicom.
Da biste uklonili vlagu, izratke treba zagrijati na 150 stupnjeva. Kako bi se izbjeglo progorijevanje, bakrene ili čelične ploče stavljaju se ispod tankog metala kako bi se uklonila toplina.
Aditiv se kreće isključivo ispred plamenika, duž zavara koji se zavaruje.
Kratko vrijeme (5-7 sekundi) prije paljenja luka uključuje se dovod inertnog plina. Nakon završetka zavarivanja, ponovno morate pričekati isto vrijeme prije nego što isključite plin.
Redoslijed radnji za rad s argonskim zavarivanjem:
- Uključite opremu.
- Spojite žicu za uzemljenje na stol za zavarivanje ili radni predmet.
- Otvorite ventil na plinskoj boci.
- Približite argonsku baklju dijelu koji se zavariva tako da udaljenost od elektrode bude 3-5 mm.
- Stavite zaštitnu masku i uključite napajanje.
- Držite dobiveni zavareni luk na početnom rubu spoja dok se ne formira lokva rastaljenog metala.
- Pomoću kružnih, glatkih manipulacija postignite topljenje rubova stranica.
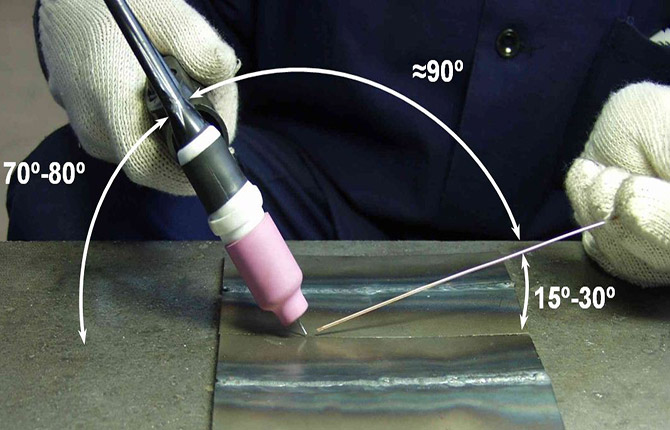
- Održavajte kut od 45 stupnjeva između plamenika i površine.
- Polako i pažljivo pomičite plamenik s iglom prema naprijed, uvlačeći žicu za punjenje u plamenik.
- Na kraju zavara smanjite struju da popunite krater.
Zavarivanje argonom je isplativa inovativna metoda za obnavljanje proizvoda. Trošak zavarivanja i restauratorskih radova znatno je niži od proizvodnje novog dijela. Obnovljeni proizvod može trajati vrlo dugo.
Jeste li ikada sami koristili zavarivanje argonom? Recite nam koje karakteristike će vam pomoći da brže steknete vještine. Ostavite svoj komentar, podijelite članak na društvenim mrežama, dodajte ga u oznake.




Kako kuhati s argonskim zavarivanjem na otvorenom u vjetrovitom vremenu?
Nećete moći zavarivati kao što biste radili u radionici - vjetar otpuhuje zaštitni plin i ostavlja bazen za zavarivanje otvorenim za vanjske utjecaje. Zaštitite područje zavarivanja limom od željeza. Ako nemate ništa prikladno pri ruci, blokirajte vjetar sobom tako da stanete na stranu s koje puše.
Što učiniti ako se u bazenu za zavarivanje stvaraju mjehurići?
Podesite dovod argona u reduktor. Plina je ili premalo (ugljik izlazi iz metala) ili previše.
Kako pravilno naoštriti volframovu elektrodu?
Naoštrite šipku na rotirajućem dijamantnom kolu. Trajat će dulje od obične brusilice. Postavite elektrodu s vrhom okrenutim od vas na kraj rotirajućeg kruga. Postignite kut oštrenja od 20-30 stupnjeva. Za zavarivanje pri strujama od 200-300 A potrebno je oštrenje od 60 stupnjeva.Pogodnije je zavarivati tanki metal 1-1,5 mm vrhom, poput igle - kut oštrenja je približno 10 stupnjeva.