Tehnologija unutarnje izolacije cijevi - materijali za oblaganje i svojstva zaštitnog sloja
Postoje tri vrste zaštitnih slojeva koji se nanose unutar cjevovoda za transport tekućih ili plinovitih medija (ovisno o namjeni). Prvi tip uključuje antikorozivnu unutarnju izolaciju čeličnih cijevi, drugi - glatki premaz. Treća opcija je složena struktura koja povećava otpornost cjevovoda na mehanička opterećenja.
Sadržaj članka:
Povijest stvaranja ove vrste izolacije
Do sredine 70-ih godina 19. stoljeća obrada unutarnje površine metalnih cijevi provodila se CPI (izolacija od cementa i pijeska). Izolacijska tehnologija boje i lakovi na bazi epoksidnih smola prvi put testiran u Volžskom TZ. Od 1975. godine, u nedavno (1970.) pokrenutom poduzeću, puštena je u rad radionica za nanošenje vanjskog antikorozivnog sloja. U prvoj godini rada proizvedeno je više od milijun jedinica proizvoda.

Poduzeće provedeno dovršeno vanjski i unutarnja izolacija čeličnih cijevi promjera 53-142 cm.Proizvodni zadaci riješeni su u partnerstvu s tvornicom boja i lakova Yaroslavl, odakle su isporučeni praškasti materijali.
Osim u Rusiji, tehnologija epoksidne izolacije metalnih cijevi ostaje glavna u:
- Azija (Indija, Kina);
- Sjeverna Amerika (SAD, Kanada);
- u južnoj Africi (Južna Afrika).
Alternativni materijali za antikorozivnu zaštitu su polimeri (PE, PP, PU), silikatno-emajl smjese i drugi dvokomponentni sastavi.
Vrste tvornički izrađenih epoksidnih izolacija
Razvrstavanje zaštitnih premaza za cjevovode provodi se prema njihovom sastavu, broju slojeva i načinu nanošenja. Proces "tekuće" unutarnje izolacije čeličnih cijevi karakterizira jednostavna tehnologija. Polimerizacija sastava odvija se na 60-70 ° C nekoliko sati.
Prilikom prskanja praškastog sastava potrebno je dodatno zagrijavanje površine na 190-210 °C. Polimerizacija u konačnici traje duže. Argumenti u korist praškaste tehnologije:
- veća produktivnost;
- širi raspon modifikacija u odnosu na transportirani medij;
- sigurnije za okoliš.
Izbor između “tekućih” i praškastih metoda je relevantan za nova poduzeća. Preostale tvornice rade koristeći tehnologiju za koju već imaju instaliranu opremu.
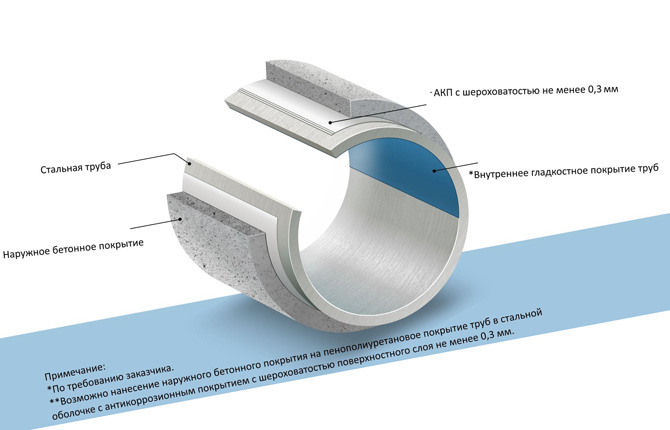
Unutarnja izolacijska struktura
Epoksidni i kompleksni premazi nanose se na metalne cijevi u 1-3 sloja. Posebno se obrađuje zona zavara na unutarnjoj površini. Zatvara se čeličnom spojnicom obostrano zaštićenom epoksidnim slojem.
Struktura unutarnje izolacije utječe na tehničke parametre, vijek trajanja i opseg rada buduće autoceste:
- Jednostruki premaz prikladan je za cijevi malog i srednjeg promjera. Područje primjene proizvoda ograničeno je temperaturom radne okoline - ne višom od 80 °C.
- Dva sloja. Izolacija se sastoji od antikorozivnog (320 mikrona) i zaštitnog (440-750 mikrona) premaza. Ima povećanu otpornost na udarce i agresivna okruženja (za 31%) i smanjuje hrapavost površine za 16%. Dopušten je rad u "vrućim" područjima (iznad 80 °C).
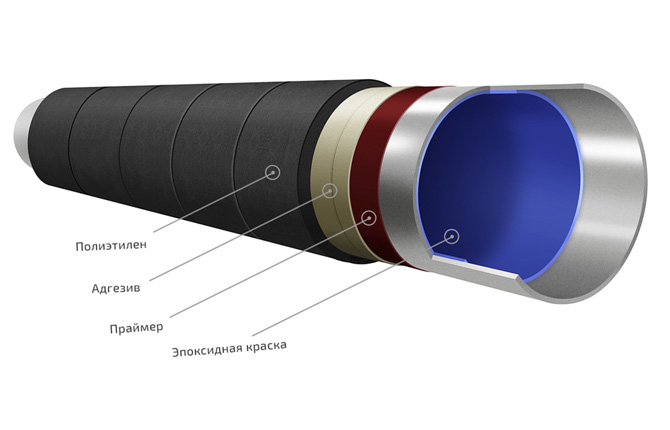
- Trostruki. Epoksidni "primer" je nadopunjen s dva polietilenska sloja. Karakterizira ga izdržljivost i povećana adhezija.
Tehnologiju za stvaranje kombiniranog premaza razvila je Simitomo Metal Ind. Prvo se primjenjuje složeni sastav različitih smola. Debljina "baze" je 100-300 mikrona.
U strukturi dominira epoksidna smola koja ima visoku adheziju na metale i PE polimere. Porozna površina baze povećava prianjanje na čelik i naknadne slojeve unutarnje izolacije cijevi. Daljnje primijenjene polimerne strukture otporne su na većinu kiselina i povećavaju stupanj zaštite od mehaničkih oštećenja.
Pozitivna svojstva epoksidne izolacije
Cjevovodi s unutarnjim zaštitnim premazom imaju povećanu propusnost i vijek trajanja. Još jedna važna točka je da su troškovi njihovog godišnjeg održavanja smanjeni.
Izravna unutarnja izolacija čeličnih cijevi pomaže smanjiti kristalizaciju i taloženje voska. Ukupni trošak čišćenja autoceste smanjuje se za 54-75%. Točna brojka ovisi o vrsti destilacijskog medija.
Ostale prednosti epoksidne izolacije:
- visoka otpornost na toplinu povećava granicu radne temperature na 80 °C, s određenim sastavom - do 110 °C;
- sačuvan je sastav i kvaliteta transportiranih tvari;
- povećana otpornost na katodno odvajanje – nisu zabilježeni slučajevi korozije na naprezanje;
- troškovi energije smanjuju se zbog smanjenja hrapavosti unutarnje površine;
- vrijeme postavljanja cjevovoda je smanjeno - sloj epoksida zahtijeva manje vremena za sušenje nakon probnih vožnji;
- usklađenost s ekološkim standardima - izolacija ne sadrži ugljeni katran;
- eliminira se stvaranje mineralnih naslaga - kvar ventila i drugih zapornih ventila je minimiziran;
- Čelični zidovi cjevovoda ne korodiraju, što povećava vijek trajanja.
Posljednja točka je posebno važna pri prijevozu agresivnih tvari. Brzina opće korozije je 0,01-0,4 mm/god. Lokalni pokazatelj je još veći - 6 mm / godišnje.
Korišteni epoksidni spojevi ne sadrže otrovne smole niti druge tvari opasne po ljudsko zdravlje. Osim toga, x aplikacija sprječava stvaranje kolonija mikroorganizama. Navedena svojstva omogućuju primjenu cjevovoda za opskrbu pitkom vodom iu prehrambenoj industriji.
Nedostatak epoksidne tehnologije je niska udarna čvrstoća. Stoga cijevi s jednoslojnom izolacijom zahtijevaju posebnu pozornost tijekom postavljanja i transporta.

Značajke CPI premaza
Cementno-pješčana izolacija u početku pruža otpornost na mehanička oštećenja i udarce. Kemijska zaštita se aktivira prvi put kada transportirana tvar prolazi autocestom. Protok tekućine utječe na CPI. Najsitnija zrnca izolacije se utiskuju i šire po čeličnoj površini ispunjavajući pore na stijenkama cjevovoda. Proces je popraćen stvaranjem kalcijevog hidroksida, koji potpuno suzbija koroziju.
Debljina izolacijskog sloja je 4-16 mm po duljini cijevi i od 3 mm na zavarenim mjestima. Tlačna čvrstoća CPI premaza nije niža od 445 MPa. Jedini izvori razaranja metala su starenje i mehanička oštećenja.
Zaključak
Unutarnja antikorozivna izolacija čeličnih cijevi izvodi se cementno-pješčanim sastavom, polimernim ili lakiranim premazima na bazi epoksidnih smola. Postupkom se osigurava visoka kvaliteta transportiranih tvari na mjestu isporuke.Povećava se životni vijek autoceste i smanjuju troškovi održavanja.
Naneseni premazi sprječavaju stvaranje mineralnih, bioloških i parafinskih naslaga. Time se proširuje opseg uporabe cjevovoda i štedi potrošnja energije.
Što mislite koliko je učinkovita upotreba epoksidnih spojeva za unutarnju izolaciju cijevi? Pišite u komentarima. Podijelite članak na društvenim mrežama i spremite ga u oznake.
Epoksidna izolacija na unutarnjoj površini cijevi u videu.



